![[PukiWiki]](image/pukiwiki.png "[PukiWiki]")
| 日付 | 開始時間 | 終了時間 | 作業時間 | 作業内容 |
| 4/11 | 15:00 | 16:00 | 1 | Linuxについて、タイピング練習 |
| 5/13 | 15:00 | 16:30 | 1.5 | プログラミング練習 |
| 6/3 | 16:00 | 20:00 | 4 | 片持ち梁の計算練習 |
| 6/4 | 15:00 | 20:00 | 5 | ccxで片持ち梁 |
| 6/13 | 16:00 | 19:30 | 3.5 | salome |
| 6/16 | 20:00 | 23:00 | 3 | salome |
| 7/8 | 15:00 | 16:30 | 1.5 | ダイヤカット円筒について |
| 7/11 | 12:00 | 17:00 | 5 | cal |
| 7/12 | 14:00 | 19:00 | 5 | cal |
| 9/8 | 14:00 | 18:00 | 4 | 円筒プログラムについて |
| 9/10 | 14:00 | 16:00 | 2 | 円筒の厚さについて |
| 9/28 | 17:00 | 20:00 | 3 | 円筒のccx計算 |
| 10/1 | 16:00 | 19:00 | 3 | ccx計算 OFFSETについて比較 |
| 10/3 | 19:00 | 1:00 | 6 | 引張試験、tex |
| 10/8 | 14:00 | 16:00 | 2 | 引張試験 |
| 10/9 | 16:00 | 18:30 | 2.5 | ダイヤカット作成、引張試験 |
| 10/10 | 17:00 | 19:00 | 2 | ダイヤカット作成、引張試験 |
| 10/11 | 17:00 | 19:00 | 2 | 引張試験 |
| 10/23 | 15:00 | 18:00 | 3 | 予備試験 |
| 10/24 | 14:00 | 17:00 | 3 | 予備試験 |
| 10/27 | 16:00 | 17:00 | 1 | 座屈モード |
| 10/28 | 17:00 | 18:00 | 1 | 座屈モード |
| 10/30 | 15:00 | 20:00 | 5 | 曲げ試験、座屈モード |
| 11/1 | 13:00 | 18:00 | 5 | 座屈モード |
| 11/3 | 18:00 | 17:00 | 1 | 座屈モード、OFFSET問題 |
| 11/5 | 12:00 | 13:00 | 1 | 座屈モード |
| 11/6 | 14:00 | 20:00 | 6 | 座屈モード |
| 11/7 | 16:00 | 19:00 | 3 | 厚さについて |
| 11/8 | 14:00 | 19:00 | 5 | 厚さについて |
| 11/11 | 7:00 | 19:00 | 12 | FEM解析、OFFSET問題 |
| 11/28 | 15:00 | 17:00 | 2 | 分割パターンについて |
| 11/29 | 1:00 | 15:00 | 14 | 分割パターンについて、cal |
| 11/30 | 15:00 | 18:00 | 3 | cal |
| 12/3 | 15:00 | 20:00 | 5 | cal |
| 12/4 | 15:00 | 22:00 | 7 | cal |
| 12/5 | 15:00 | 23:00 | 8 | cal |
| 12/6 | 15:00 | 18:00 | 3 | cal |
| 12/8 | 15:00 | 21:00 | 6 | cal |
| 12/9 | 18:00 | 21:00 | 3 | cal |
| 12/10 | 17:00 | 23:00 | 6 | cal |
| 12/11 | 15:00 | 20:00 | 5 | 円筒バネ定数 |
| 12/13 | 14:00 | 21:00 | 7 | モデル作成 |
| 12/14 | 16:00 | 20:00 | 4 | gnuplot |
| 12/16 | 13:00 | 23:00 | 10 | cal |
| 12/17 | 10:30 | 24:00 | 13.5 | 載荷試験、stl作成、悔しい |
| 12/18 | 13:00 | 23:00 | 10 | 実験装置作成、厚さ問題 |
| 12/19 | 13:00 | 24:00 | 11 | 実験装置作成、厚さ問題 |
| 12/20 | 10:00 | 21:00 | 11 | 実験装置作成、厚さ問題、モデル作成、円筒作成 |
| 12/21 | 15:00 | 23:00 | 8 | 実験装置作成 |
| 12/22 | 14:00 | 24:00 | 10 | 実験装置作成、cal |
| 12/23 | 16:00 | 26:00 | 10 | スライド作成 |
| 1/6 | 14:00 | 22:00 | 8 | 座屈モード |
| 1/7 | 10:00 | 16:00 | 6 | 座屈モード、モデル作成 |
| 1/8 | 11:00 | 22:00 | 11 | 座屈 |
| 1/9 | 16:00 | 24:00 | 8 | 座屈モード |
| 1/12 | 14:00 | 21:00 | 7 | 方針について |
| 1/13 | 14:00 | 22:00 | 8 | tex |
| 1/14 | 12:00 | 22:00 | 10 | tex、cal |
| 1/15 | 13:00 | 21:00 | 8 | 蛇腹破壊試験 |
| 1/16 | 12:00 | 22:00 | 10 | 破壊試験 |
| 1/20 | 13:00 | 22:00 | 9 | 座屈モード、cal |
| 1/21 | 12:00 | 22:00 | 10 | 座屈モード、cal |
| 1/22 | 13:00 | 22:00 | 9 | 座屈モード、cal |
| 1/23 | 11:00 | 22:00 | 11 | まとめ |
| 1/24 | 13:00 | 24:00 | 11 | まとめ |
| 1/25 | 11:00 | 22:00 | 11 | まとめ |
| 1/26 | 13:00 | 19:00 | 6 | まとめ |
| 1/27 | 14:00 | 24:00 | 12 | まとめ |
| 1/28 | 10:00 | 22:00 | 12 | まとめ |
| 1/29 | 14:00 | 24:00 | 12 | まとめ |
| 1/30 | 13:00 | 23:00 | 10 | まとめ |
| 合計時間 | 447.5 |
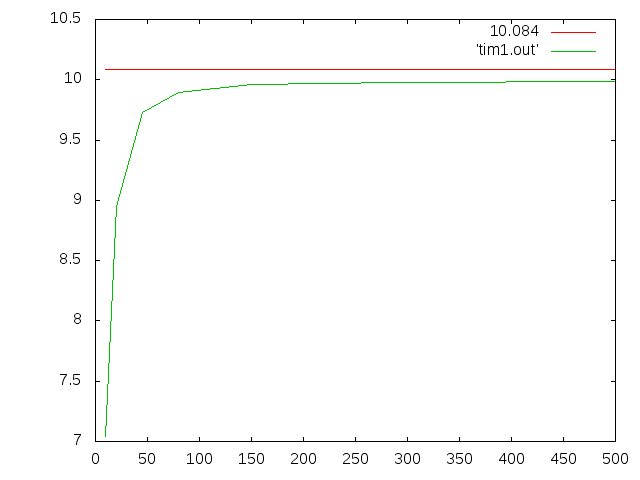
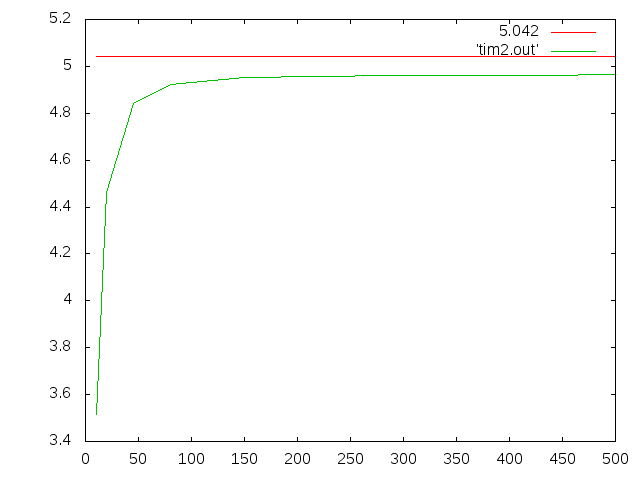
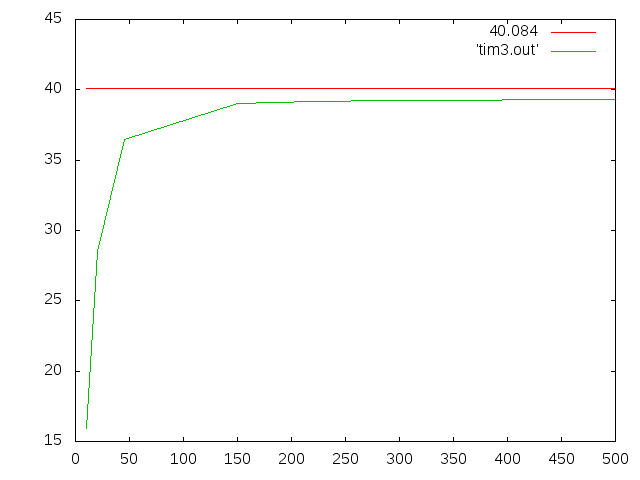
E=20GP,ν=0.4,の片持ち梁に1kNの荷重をかけた際のたわみを分割数を増やしながらccx_2.3で解く。またl=0,4mとし、断面が縦長、正方形、横長とした場合についても同様の計算をする。今回はnx=6,ny=20,としnzの分割数を増やしていった。図の赤線はそれぞれの理論値を表す。
E=20GP,ν=0.4,b=0.02m,h=0.02m,l=0.2mの片持ち梁に1kNの荷重をかけた際のたわみをCalculixでモデリングしメッシュのlengthを変えながらccx_2.3で解いてみる。
| length(mm) | 変位(mm) |
| 20 | 4.5367 |
| 15 | 5.6316 |
| 10 | 6.9284 |
| 5 | 8.9296 |
| 2.5 | 9.5701 |
| 1.2 | 9.7829 |
| 1 | 9.8696 |
| 0.9 | 9.8691 |
| 0.8 | 9.8678 |
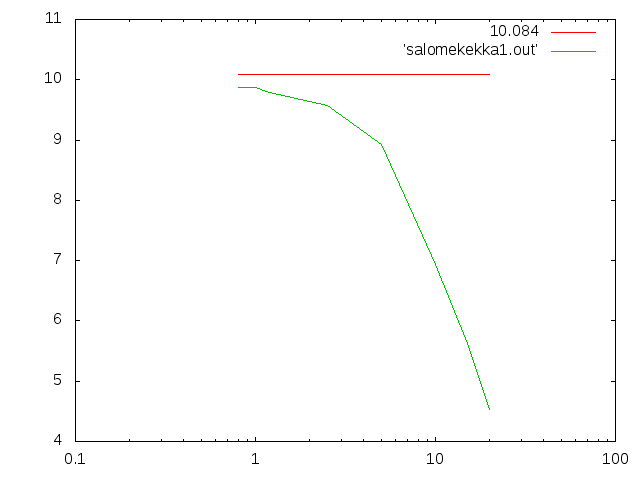
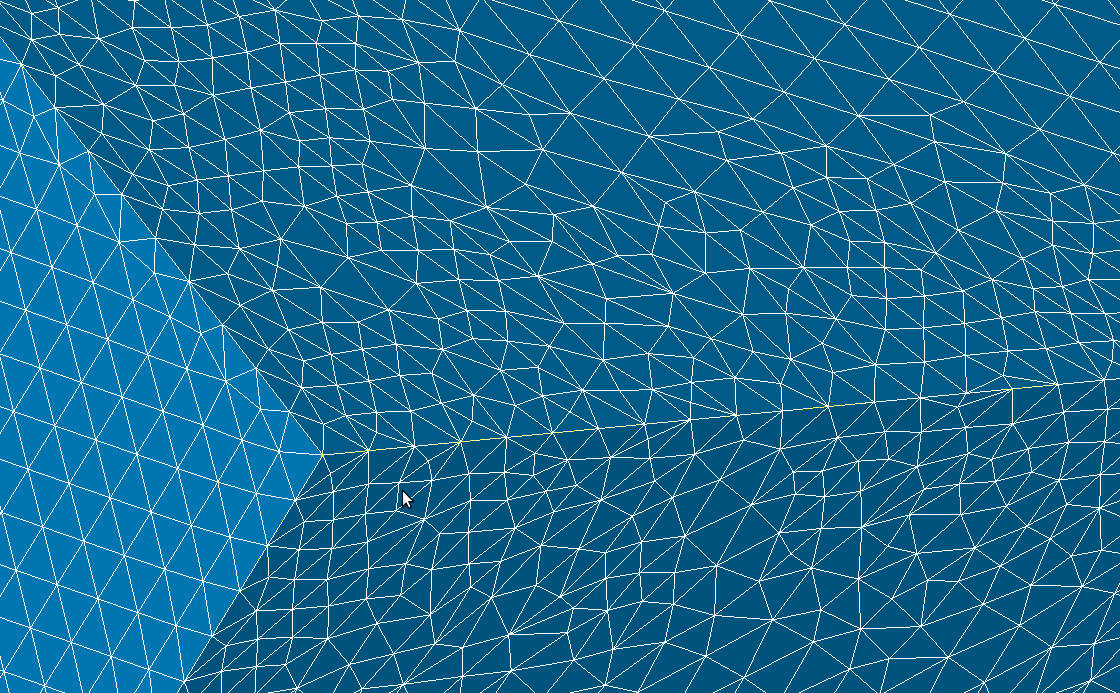
CalculiXでメッシュのlengthを細かくしていったところメッシュが不規則に並んでいた。(length0.8mmの時)
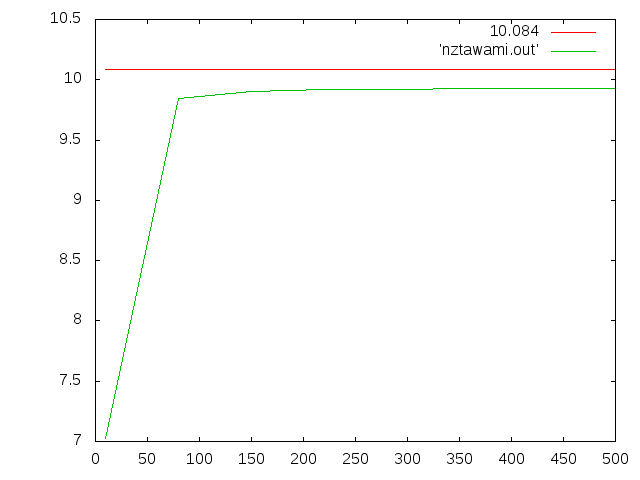
また、同じ条件の梁を前回と同じようにnzを増やしながら解いてみたところこちらの方が理論値に近づいていた。(nx=6,ny=20とする)
| nz | 変位(mm) |
| 10 | 7.029 |
| 80 | 9.8432 |
| 150 | 9.9024 |
| 220 | 9.9163 |
| 290 | 9.9216 |
| 360 | 9.9243 |
| 430 | 9.9258 |
| 500 | 9.9267 |
-片持ち梁(E=20GP,ν=0.4,b=0.02m,h=0.04m,l=0,4,P=1kN)の変位を分割数を増やしながら解いていたところnx=2,ny=20,nz=450,の時に ERROR in e_c3d: nonpositive jacobian determinant in element が表示され、datファイルに出来なかった。zの1要素の大きさが1mmより小さくなってしまっていたためccxkataz.f90のf9.3部分をf9.6に変えたところ通常通り計算できた。
&link(hisiatu.f90,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/hisiatu.f90)
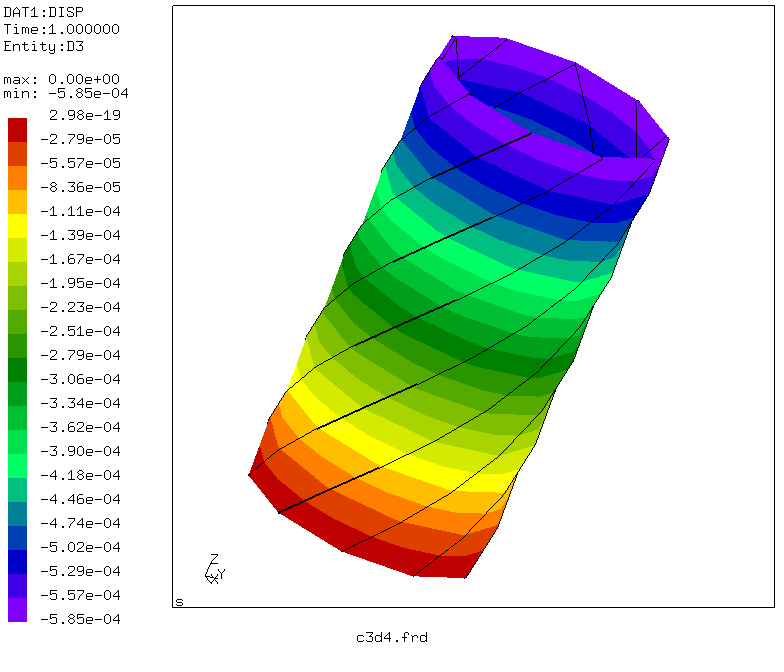
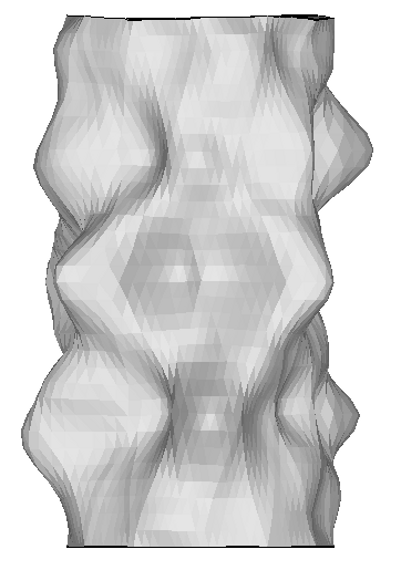
daiyac3d4.f90では任意の方向で厚さをとれるのでどれかが正解として同じ値を示すと考えていたが若干だが全て違う値となった。daiyat6c.f90もdaiyac3d4.f90も厚さ等不明な点はあるが、任意の形を確認できるのでdaiyac3d4.f90を計算用のプログラムとして使ったほうが良いかもしれない。
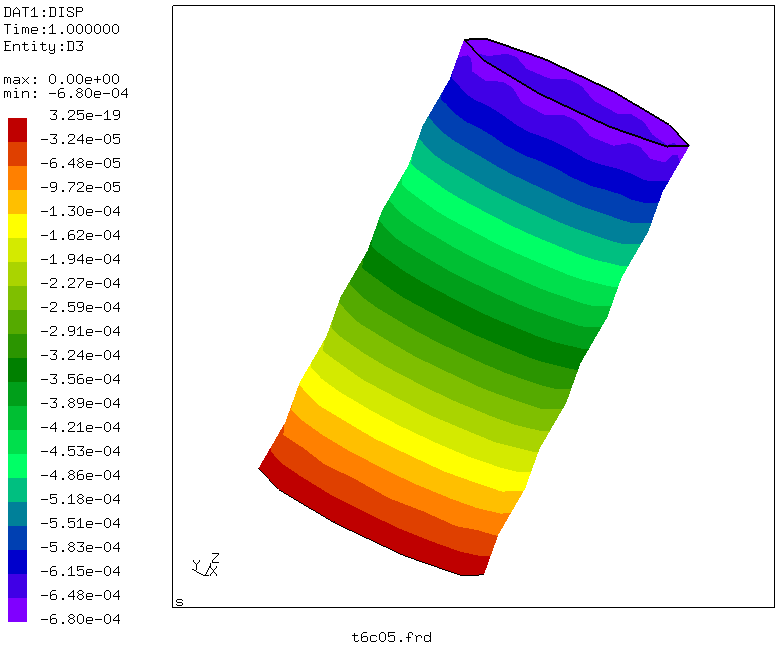
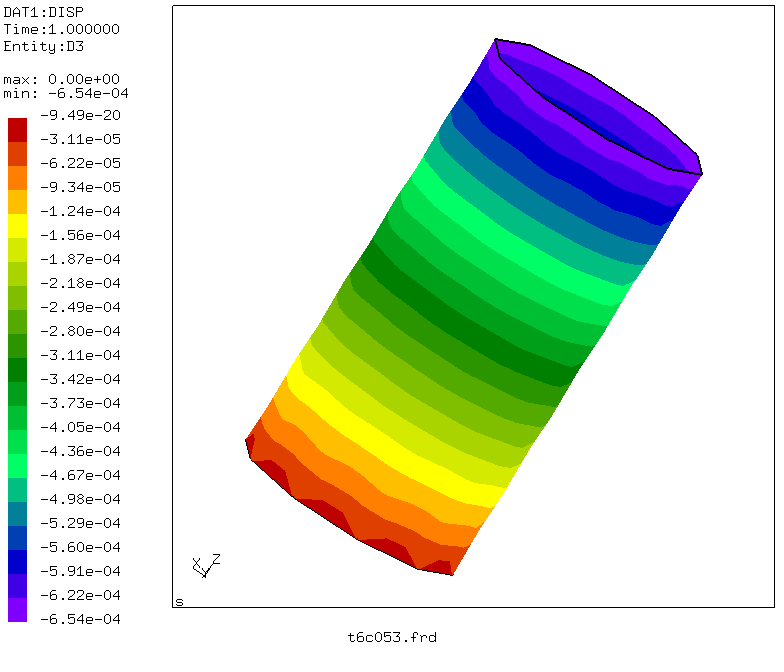
しかしダイヤカット円筒等の薄肉構造ではshell要素の方が適しているとのことであったのでdaiyat6c.f90を用いる。OFFSET=0の場合は基準線を中立軸として両サイドに厚みをもたせるのでそれを考慮して、実物と同じ大きさになるように節点を取るようにする。
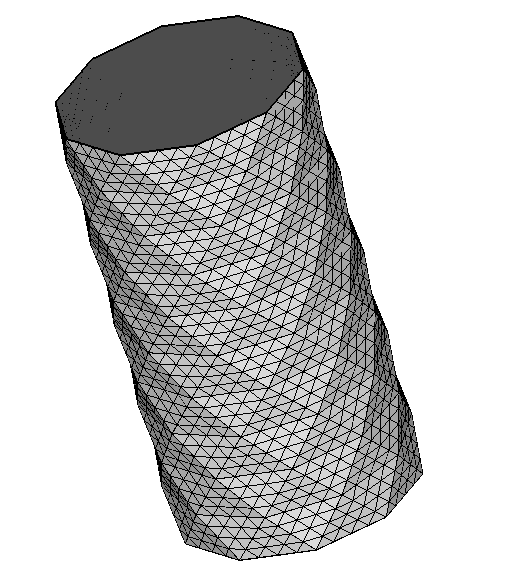
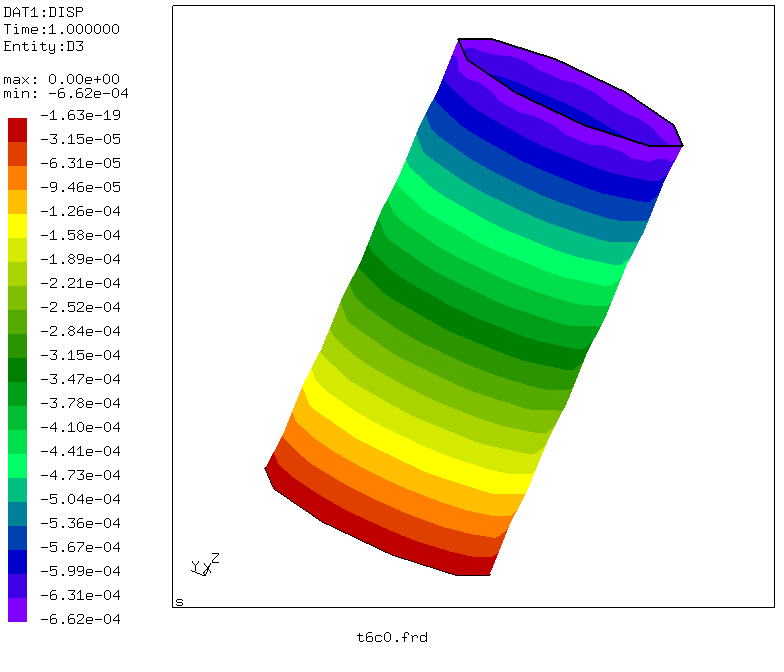
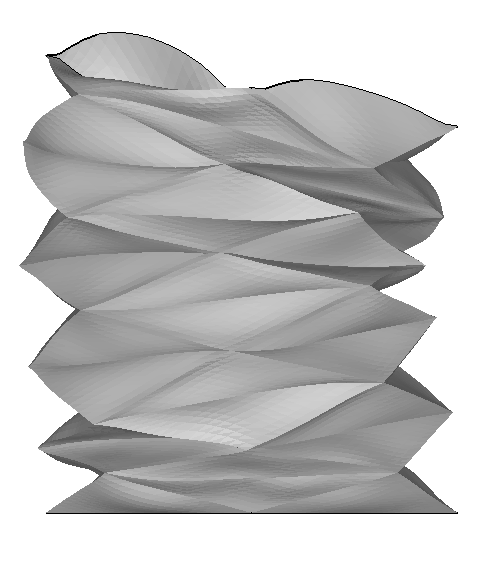
昭和アルミニウム缶さんの190ml缶を基準としたダイヤカット円筒をcalculixで計算しバネ定数を求める。厚さは0.8mmとし100Nの荷重を載荷する。
| m | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
| n | 4 | 51546 | 1131221 | 1445086 | 1555209 | 1589825 | 1605136 | 1612903 | 1618122 | 1623376 |
| 6 | 261780 | 840336 | 1272264 | 1488095 | 1552795 | 1582278 | 1597444 | 1607717 | 1612903 | |
| 8 | 153374 | 636942 | 1122334 | 1388888 | 1515151 | 1560062 | 1584786 | 1597444 | 1607717 | |
| 10 | 95238 | 502512 | 990099 | 1314060 | 1481481 | 1543209 | 1572327 | 1589825 | 1600000 | |
| 12 | 414937 | 884955 | 1243781 | 1445086 | 1524390 | 1562500 | 1582278 | 1597444 | ||
| 14 | 354609 | 800000 | 1175088 | 1392757 | 1506024 | 1552795 | 1577287 | 1592356 | ||
| 16 | 312500 | 729927 | 1113585 | 1355013 | 1485884 | 1540832 | 1569858 | 1587301 | ||
| 18 | 280898 | 675675 | 1058201 | 1319261 | 1468428 | 1531393 | 1564945 | 1584786 | ||
| 20 | 255754 | 632911 | 1010101 | 1285347 | 1451378 | 1522070 | 1557632 | 1579778 |
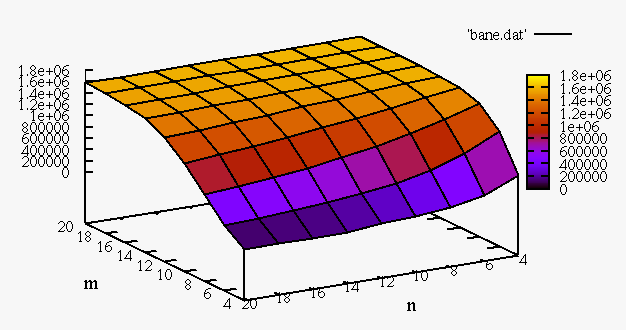
※m=周方向分割数,n=高さ方向分割数 m=4のn=12~20 は一枚の紙から円筒を作り出すとなった場合、造形することができないと分かった。
&link(d04-04-02.inp,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/d04-04-02.inp)
&link(d04-20-02.inp,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/d04-20-02.inp)
&link(d20-04-02.inp,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/d20-04-02.inp)
&link(d20-20-02.inp,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/d20-20-02.inp)
&link(d04-10-02.inp,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/d04-10-02.inp) &link(ny3m4n10.inp,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/ny3m4n10.inp)
&link(d12-04-02.inp,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/d12-04-02.inp) &link(ny2m12n4.inp,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/ny2m12n4.inp)
&link(d16-04-04.inp,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/d16-04-04.inp)
| m | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
| n | 4 | 1.422E+03 | 2.604E+03 | 3.233E+03 | 3.240E+03 | 3.344E+03 | 3.617E+03 | 3.634E+03 | 3.509E+03 | 3.784E+03 |
| 6 | 1.915E+03 | 2.695E+03 | 3.430E+03 | 3.380E+03 | 3.534E+03 | 3.490E+03 | 3.555E+03 | 3.745E+03 | 3.489E+03 | |
| 8 | 2.284E+03 | 3.207E+03 | 3.382E+03 | 3.486E+03 | 3.612E+03 | 3.485E+03 | 3.624E+03 | 3.655E+03 | 3.782E+03 | |
| 10 | 2.263E+03 | 3.706E+03 | 3.788E+03 | 3.412E+03 | 3.693E+03 | 3.629E+03 | 3.645E+03 | 3.678E+03 | 3.698E+03 | |
| 12 | 6.209E+02 | 4.202E+03 | 3.993E+03 | 3.508E+03 | 3.689E+03 | 3.642E+03 | 3.707E+03 | 3.605E+03 | 3.622E+03 | |
| 14 | 4.454E+03 | 4.232E+03 | 4.085E+03 | 3.740E+03 | 3.629E+03 | 3.636E+03 | 3.593E+03 | 3.583E+03 | ||
| 16 | 4.670E+03 | 4.404E+03 | 4.120E+03 | 3.788E+03 | 3.598E+03 | 3.587E+03 | 3.622E+03 | 3.563E+03 | ||
| 18 | 4.516E+03 | 4.395E+03 | 4.158E+03 | 3.801E+03 | 3.632E+03 | 3.579E+03 | 3.613E+03 | 3.554E+03 | ||
| 20 | 4.029E+03 | 4.350E+03 | 4.176E+03 | 3.835E+03 | 3.644E+03 | 3.583E+03 | 3.563E+03 | 3.555E+03 |
t=厚さ
上の公式から導いた理論値ではおよそ342kgとなった。実験を行うとこの理論値の40~60%程度の値となるらしい。
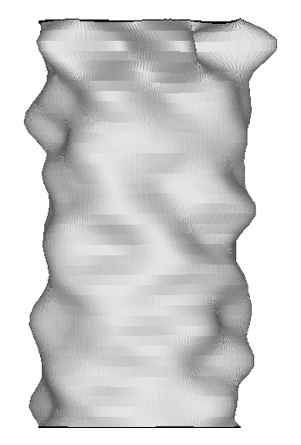
nyをなるべく細かくしたもの &link(zakutuny23.dat,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/zakutuny23.dat)

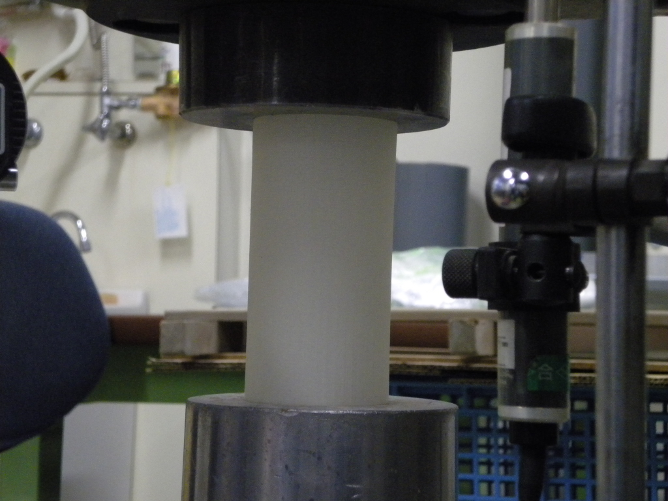
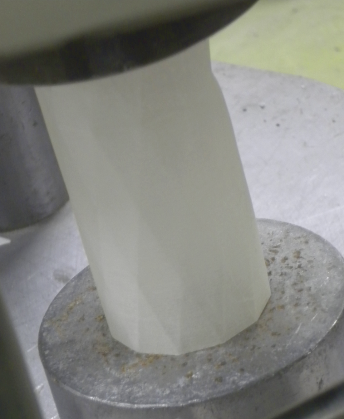
FEM解析で使う値の算出の為に3Dプリンターで作成した試験体の引張試験を行う。
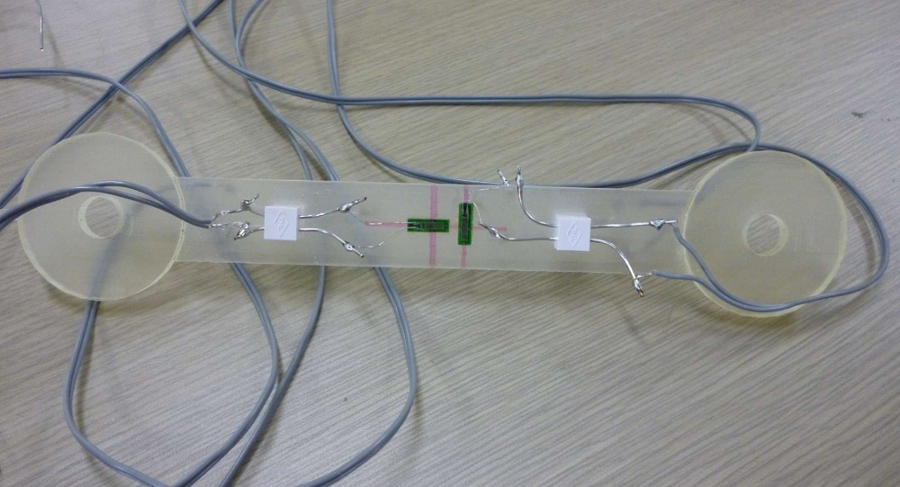
写真のように試験体の裏と表に縦方向、横方向の2枚ずつひずみゲージを貼りフックにぶら下げて載荷していく。 ところが載荷したあとのクリープひずみがおさまらず、信頼できるヤング率を出すことが出来なかった。これからさらにいろいろなパターン、時間で載荷試験を行なっていかなければならない。
| 5分 | 10分 | 15分 | 20分 | 25分 | 30分 | 平均(GPa) | |
| Ey | 1.296 | 1.218 | 1.116 | 1.101 | 1.065 | 1.037 | 1.138 |
| Ex | 2.331 | 1.786 | 1.561 | 1.410 | 1.276 | 1.227 | 1.598 |
| 5分 | 10分 | 15分 | 20分 | 25分 | 30分 | 平均(GPa) | |
| Ey | 1.296 | 1.218 | 1.116 | 1.101 | 1.064 | 1.037 | 1.138 |
| Ex | 2.365 | 1.806 | 1.576 | 1.423 | 1.286 | 1.237 | 1.615 |
| 造形直後 | 養生2日 | 養生7日 | 平均 | |
| たてヤング率(GPa) | 1.138 | 1.447 | 1.5987 | 1.3946 |
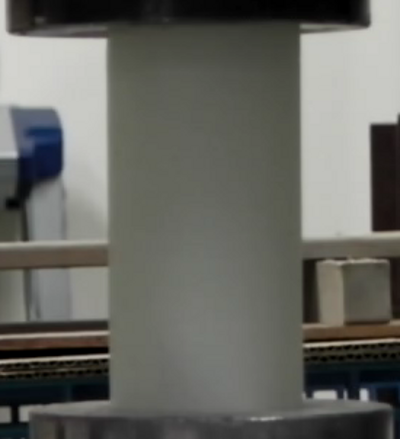
円筒に載荷する際の実験装置をどのようなものにするか予備実験を行なう。元からあったアクリル板に穴を開けて真ん中におもりを下げる装置を流用させていただくとする。
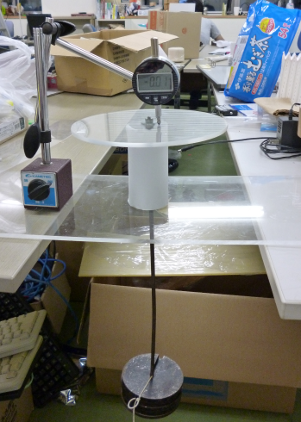
しかし実験したところこの方法では天板が傾いて試験体が偏った変形を起こしてしまった。 新たに実験装置を作る必要があるようだ。
計算したバネ定数よりm12n4とm4n10の分割パターンモデルを選んだ。m4の方でnを12にしなかったのは出来上がった円筒の高さが小さく試験を行う上で支障が出ると考えられたから。また厚さが一定になるようにした場合でも3Dプリンターの見積もりで他のパターンよりも明らかに使用樹脂量が小さく、材料量をある程度一定にするという条件を満たせなかったのでに一段階高さ方向の分割数を減らしたものを選んだ。
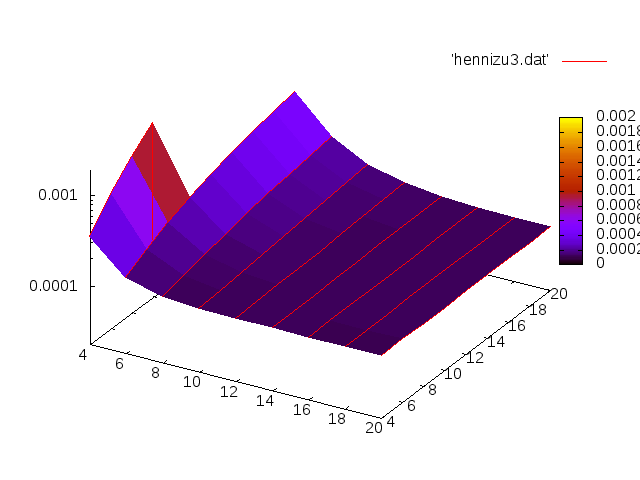
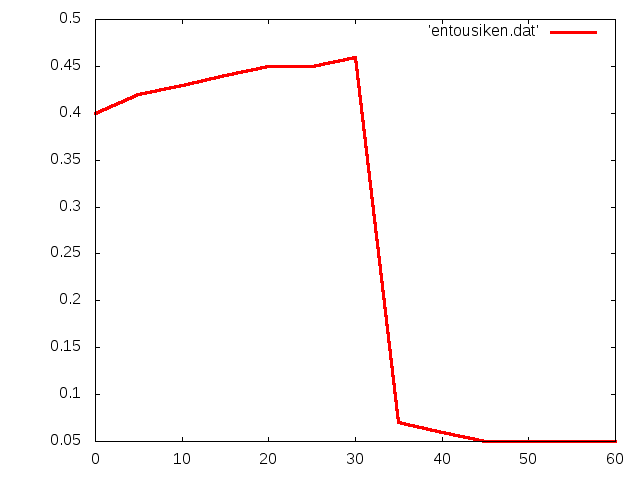
実験と同じように20kgを載荷した際の高さ方向変位をパターン毎に表したもの。1列目が周方向分割数で2列目が高さ方向分割数、3列目が変位。&link(hennizu3.dat,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/hennizu3.dat)
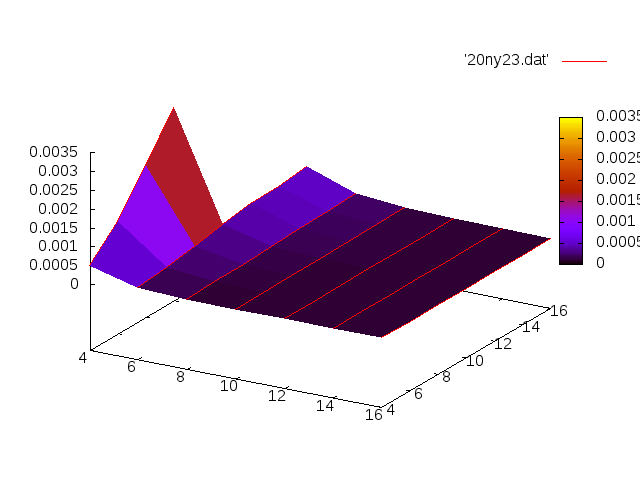
nyをできるだけ細かくしたもの
&link(20ny23.dat,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/20ny23.dat)
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.38 | 0.42 | 0.43 | 0.44 | 0.45 | 0.45 | 0.46 |
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.46 | 0.04 | 0.03 | 0.02 | 0.02 | 0.01 | 0.01 |
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 2.47 | 3.34 | 3.72 | 4.02 | 4.27 | 4.49 | 4.70 |
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 4.70 | 0.84 | 0.62 | 0.49 | 0.40 | 0.34 | 0.29 |
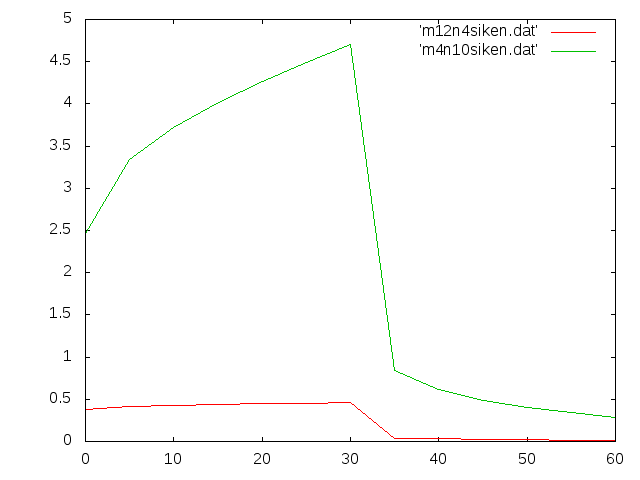
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.40 | 0.42 | 0.43 | 0.44 | 0.45 | 0.45 | 0.46 |
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.46 | 0.07 | 0.06 | 0.05 | 0.05 | 0.05 | 0.05 |
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.31 | 0.32 | 0.32 | 0.32 | 0.32 | 0.32 | 0.32 |
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.32 | 0.05 | 0.05 | 0.04 | 0.04 | 0.04 | 0.04 |
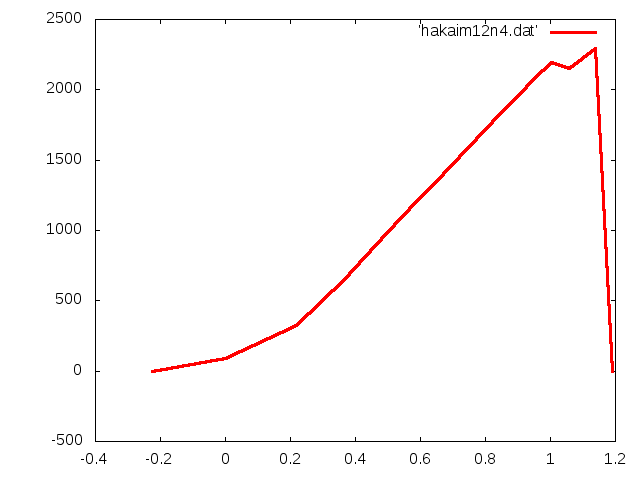
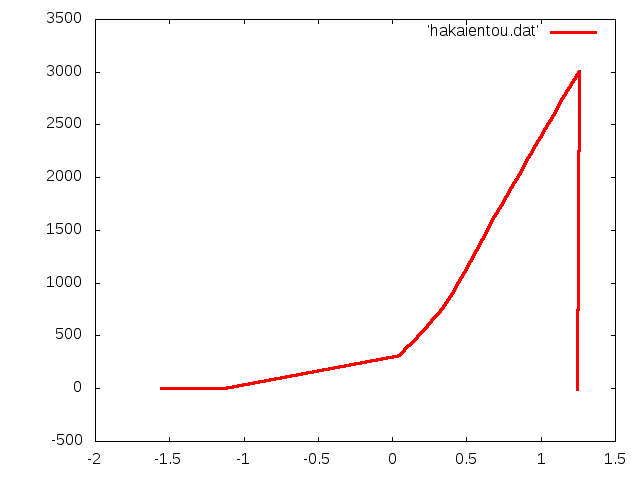
圧縮試験機を用いて破壊するまで載荷を行う。
&link(hakaim12n4.dat,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/hakaim12n4.dat)
&link(hakaim4n10.dat,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/hakaim4n10.dat)
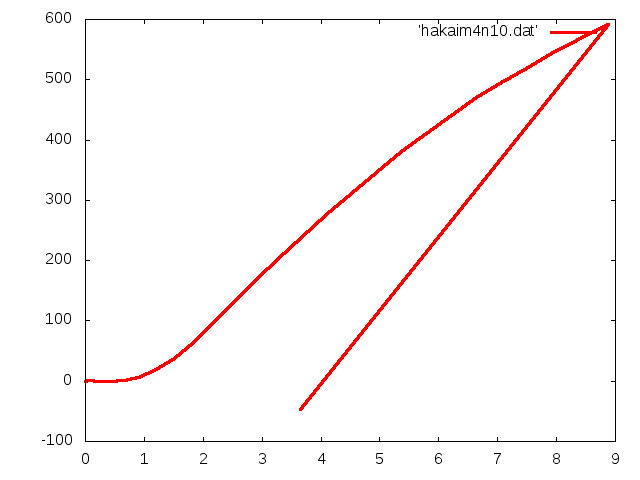
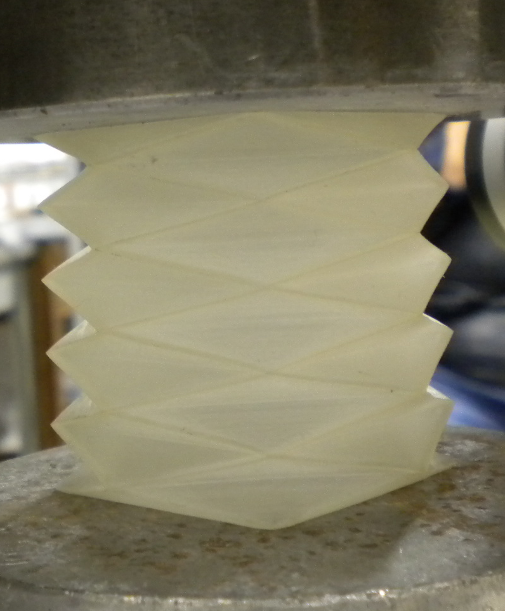
&link(hakaientou.dat,http://www.str.ce.akita-u.ac.jp/~gotouhan/fujita/hakaientou.dat)
| 日付 | モデル | 樹脂(g) | サポート材(g) | 金額(円) | モデルの形 |
| 10/10 | rensyuu.stl | 99 | 170 | 10050 | 350ml缶基準、m=10、n=10 |
| 10/17 | 190entou.stl | 53 | 92 | 5410 | 190ml缶基準、ただの円筒 |
| 12/16 | m4n12kai.stl、m12n4kai.stl | 72 | 139 | 7770 | 190ml缶基準、m4n12とm12n4 |
| 12/21 | hisim4n10.stl、hisim12n4.stl | 106 | 212 | 11660 | 190ml缶基準、m4n10とm12n4 |
※ m=周方向分割数、n=高さ方向分割数