| 日付 | 時間帯 | 作業時間(hr) | 内容 | 立会 |
| 4/11 | 14:00〜 | 3 | タイピング | |
| 4/15 | 14:00〜 | 3 | タイピング | |
| 4/16 | 14:00〜 | 3 | タイピング | |
| 4/17 | 15:00〜 | 3 | タイピング、viの操作 | |
| 4/21 | 14:30〜 | 3 | Fortranの簡単なプログラミング | |
| 4/22 | 14:00〜 | 3 | 英語、タイピング | |
| 4/28 | 15:30〜 | 4 | プログラム課題 | |
| 5/12 | 16:00〜 | 4 | Salomeの操作 | |
| 5/15 | 14:30〜 | 5 | Salome課題 | |
| 5/16 | 13:30〜 | 5 | Salome課題 | |
| 5/20 | 8:00〜 | 3 | Salome課題 | |
| 5/21 | 15:00〜 | 4 | Salome課題 | |
| 5/28 | 13:00〜 | 4 | 直行異方性のモデル化 | |
| 5/29 | 10:00〜 | 6 | 直交異方性のモデル化 | |
| 5/30 | 11:30〜 | 5 | 3Dプリンターについて | |
| 6/2 | 17:00〜 | 4 | tex課題 | |
| 6/3 | 14:00〜 | 5 | tex課題 | |
| 6/4 | 13:00〜 | 5.0 | tex課題 | |
| 6/5 | 10:30〜 | 5.0 | tex課題 | |
| 6/9 | 15:00〜 | 3 | Salome | |
| 6/10 | 11:00〜 | 5 | Salome | |
| 6/11 | 17:00〜 | 4 | salome | |
| 6/17 | 14:00〜 | 6 | 引張試験 | 斉藤さん |
| 6/18 | 14:00〜 | 6 | 試験の整理とレポート作成 | |
| 7/9 | 13:00〜 | 4 | 3Dプリンター関連 | |
| 7/14 | 13:00〜 | 4 | salome | |
| 7/15 | 11:00〜 | 5 | salome | |
| 9/3 | 13:00〜 | 6 | 発表の用意 | |
| 9/4 | 13:00〜 | 6 | 発表の用意 | |
| 9/5 | 16:00〜 | 4 | プログラミング | 斉藤さん |
| 9/18 | 13:00〜 | 4 | 引張試験 | 斉藤さん |
| 9/22 | 13:00〜 | 5 | 引張試験 | 斉藤さん |
| 9/25 | 14:00〜 | 4 | 引張試験 | |
| 10/2 | 21:00〜 | 3 | 発表用意 | |
| 10/3 | 15:00〜 | 4 | 引張試験 | |
| 10/5 | 21:00〜 | 2 | 引張試験 | |
| 10/7 | 19:00〜 | 3 | 引張試験 | |
| 10/23 | 14:00〜 | 4 | 3Dプリンターの申請と確認 | |
| 10/27 | 10:30〜 | 6 | 3Dプリンターの操作 | 後藤さん |
| 10/28 | 14:00〜 | 5 | 供試体ファイルの作成 | |
| 11/6 | 10:30〜 | 5 | 引張試験体の印刷 | |
| 11/7 | 13:00〜 | 4 | 引張試験準備 | 後藤さん |
| 11/10 | 13:00〜 | 4 | 引張試験 | |
| 11/11 | 14:00〜 | 4 | 3Dプリンターマニュアル作成 | |
| 11/17 | 13:00〜 | 5 | 引張試験 | |
| 11/18 | 13:00〜 | 5 | 引張試験 | |
| 11/19 | 13:00〜 | 5 | 圧縮試験体の印刷 | |
| 11/20 | 9:00〜 | 5 | 圧縮試験体の取り出し | |
| 11/21 | 14:00〜 | 4 | 圧縮試験 | 斉藤さん |
| 11/25 | 15:00〜 | 4 | 圧縮試験 | 斉藤さん |
| 11/26 | 10:00〜 | 6 | ダイヤカット円筒印刷・引張試験 | |
| 11/27 | 9:00〜 | 8 | ダイヤカット円筒印刷の取り出し | |
| 11/28 | 15:00〜 | 4 | 圧縮試験 | |
| 12/1 | 10:00〜 | 6 | 3Dプリンター関連 | |
| 12/2 | 10:00〜 | 6 | 3Dプリンター関連 | |
| 12/3 | 9:00〜 | 7 | 圧縮試験 | |
| 12/4 | 13:00〜 | 6 | salome | |
| 12/5 | 9:00〜 | 6 | 3Dプリンター | |
| 12/8 | 8:00〜 | 7 | 3Dプリンター | |
| 12/9 | 10:00〜 | 5 | salome | |
| 12/10 | 9:00〜 | 5 | salome | |
| 12/11 | 10:00〜 | 6 | 3Dプリンター関連 | |
| 12/12 | 9:00〜 | 7 | 圧縮試験 | |
| 12/15 | 13:00〜 | 6 | salome | |
| 12/16 | 9:00〜 | 6 | 3Dプリンター | |
| 12/17 | 8:00〜 | 7 | FEM解析 | |
| 12/18 | 9:00〜 | 8 | FEM解析 | |
| 12/19 | 9:00〜 | 9 | salome | |
| 12/20 | 8:00〜 | 9 | 発表資料 | |
| 12/21 | 8:00〜 | 10 | 発表資料 | |
| 12/22 | 7:00〜 | 6 | 発表資料 | |
| 1/8 | 9:00〜 | 10 | 3Dプリンター関連 | |
| 1/9 | 9:00〜 | 10 | 3Dプリンター関連 | |
| 1/10 | 9:00〜 | 10 | 3Dプリンター関連 | |
| 1/11 | 9:00〜 | 10 | 圧縮試験 | |
| 1/12 | 9:00〜 | 10 | salome | |
| 1/13 | 9:00〜 | 10 | 3Dプリンター | |
| 1/14 | 9:00〜 | 10 | 3Dプリンター | |
| 1/15 | 9:00〜 | 10 | salome | |
| 1/16 | 9:00〜 | 7 | salome | |
| 1/19 | 9:00〜 | 10 | 3Dプリンター関連 | |
| 1/20 | 9:00〜 | 10 | 圧縮試験 | |
| 1/21 | 9:00〜 | 10 | salome | |
| 1/22 | 9:00〜 | 10 | 破壊試験 | 後藤さん |
| 1/23 | 9:00〜 | 10 | FEM解析 | |
| 1/24 | 9:00〜 | 10 | FEM解析 | |
| 1/25 | 9:00〜 | 10 | 概要制作 | |
| 1/26 | 9:00〜 | 8 | 概要作成 | |
| 1/27 | 9:00〜 | 7 | 概要作成 | |
| 1/28 | 9:00〜 | 6 | 発表練習 | 後藤さん |
| 1/29 | 9:00〜 | 6 | 発表練習 | |
| 1/30 | 9:00〜 | 6 | 発表練習 | |
| 1/31 | 9:00〜 | 6 | 発表練習 | |
| 2/1 | 9:00〜 | 6 | 発表練習 |
| 作業合計時間 557 |
薄肉で高強度と言われるダイヤカット円筒は、内圧に強いという理由からさんざん缶飲料に使用されています。それならば柱や屋根、梁、ボックスガーダのような土木構造物にも利用できるのではと考えた。解析解がなく理論値のないこのようなモデルは有限要素ツールで計算してきました。すると軸圧縮も曲げも円筒のほうが強く、座屈はパターンを変えれば強くなるところもあった。しかし、この計算も条件設定では大きく値が変わってしまうので、本当にあっているのかを3Dプリンタでモデルを成形して検証するのが本研究の目的だと思われる。
・Salomeで適当な直方体を作成(あまり大きしすぎると計算量が多くなる)
・メッシュ分割し、unv形式を出力
・c3d4unv.f90を使って、Nodes, Edges, Faces, VolumesをMesh computation succeedウインドウで表示された数値に書き換える
・ファイル名、ヤング率、梁の長さellを書き換える
・コンパイルして実行すると、mesh_1.inpができる
・ccx_2.5 mesh_1 でmesh_1.inpの入力データをCalculiXで解く
・mesh_1.datに計算された節点変位等が出力され、vyの平均を取る
・さらにlengthの値を減らしていき、たわみの式との相対誤差を比較していく(lengthを20より小さくすると、計算量が多くなりすぎて求められなかった)
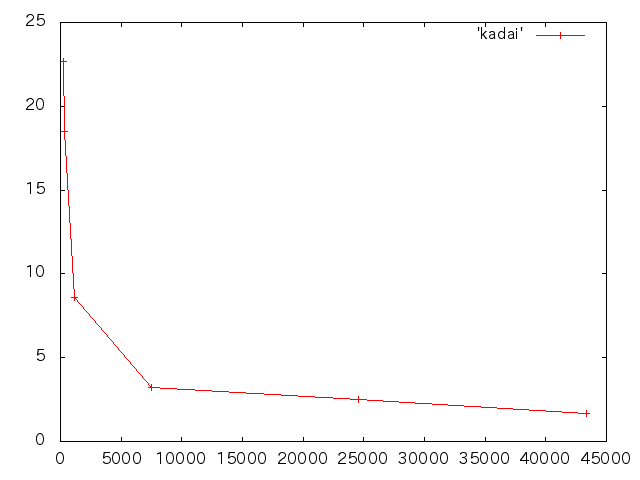
条件:桁幅(Dx)0.5m、桁高(Dy)0.5m、桁の長さ(Dz)2.0m、荷重1.0MN、ヤング率6.0GPa、ポアソン比0.3
理論値:v=0.08916m
| No | length | 節点数 | 辺 | 面 | 要素数 | 出力値 | 相対誤差(%) |
| 1 | 212.132 | 219 | 64 | 320 | 728 | 0.06889 | -22.7 |
| 2 | 170 | 305 | 72 | 444 | 1027 | 0.07271 | -18.5 |
| 3 | 100 | 1154 | 120 | 1392 | 4586 | 0.08148 | -8.6 |
| 4 | 50 | 7478 | 240 | 6060 | 34773 | 0.08632 | -3.2 |
| 5 | 30 | 24552 | 404 | 23164 | 109806 | 0.08689 | -2.5 |
| 6 | 20 | 43368 | 600 | 26324 | 216122 | 0.08766 | -1.7 |
グラフ
縦:相対誤差(%)
横:節点数
考察
lengthを短くすることによって、もともと22.7%もあった相対誤差が1.7%まで下がり、理論値に近づいた。これはSalomeで作成した直方体を細かくメッシュ分割することで、Calculixがより細かいところまで計算できたからだと思われる。そのためlengthを短くしていく度に計算量が多くなり、時間がかかった。さらに出力値を理論値に近づけるには、lengthを短くしても計算が可能なパソコンの容量と計算量をいかに少なくできるかが必要だと思われる。
・Salomeで適当な直方体を作成
・メッシュ分割し、unv形式を出力
・c3d8unv.f90を使って、Nodes, Edges, Faces, VolumesをMesh computation succeedウインドウで表示された数値に書き換える
・ファイル名、ヤング率(GP)、梁の長さell(m)を書き換える
・コンパイルして実行すると、mesh_1.inpができる
・ccx_2.5 mesh_1 でmesh_1.inpの入力データをCalculiXで解く
・mesh_1.datに計算された節点変位等が出力され、vyの平均を取る
・さらにsegmentの値を増やしていき、たわみの式との相対誤差を比較していく(segmentは切れ目なので、lengthと違い増やしていくことで直方体が細かく分割される)
条件:桁幅(Dx)0.3m、桁高(Dy)0.3m、桁の長さ(Dz)1.5m、荷重100N、ヤング率6.0GPa、ポアソン比0.3
理論値:v=0.00002867m
| No | segment | 節点数 | 辺 | 面 | 要素数 | 出力値 | 相対誤差(%) |
| 1 | 15 | 4096 | 180 | 1350 | 3375 | 0.00002685 | 6.35 |
| 2 | 20 | 9261 | 240 | 2400 | 8000 | 0.00002742 | 4.36 |
| 3 | 25 | 17576 | 300 | 3750 | 15625 | 0.00002770 | 3.39 |
| 4 | 30 | 29791 | 360 | 5400 | 27000 | 0.00002786 | 2.83 |
| 5 | 35 | 46656 | 420 | 7350 | 42875 | 0.00002796 | 2.48 |
グラフ
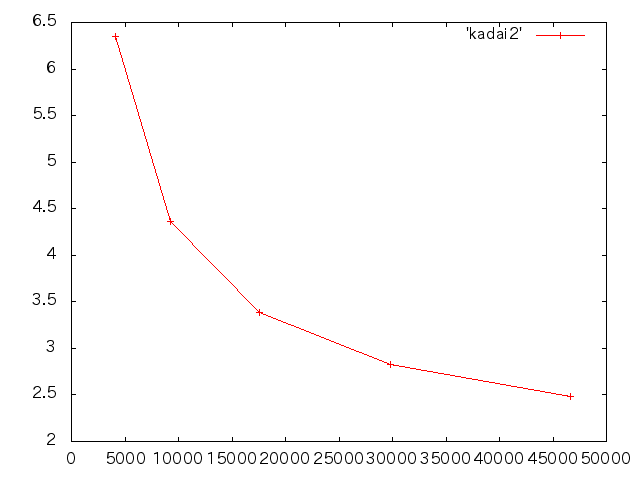
縦:相対誤差(%)
横:節点数
・mokuzai.f90を参考に、直交異方性でモデル化した木材の材料定数をinpファイルに書き込む
・ティモシェンコ梁の式(k=5/6、G=E/15)での理論値との相対誤差をグラフにしてみる
条件:桁幅(Dx)0.3m、桁高(Dy)0.3m、桁の長さ(Dz)1.5m、荷重100N、ヤング率6.0GPa、ポアソン比0.3
理論値:v=0.00003278m
| No | segment | 節点数 | 辺 | 面 | 要素数 | 出力値 | 相対誤差(%) |
| 1 | 15 | 4096 | 180 | 1350 | 3375 | 0.00003245 | 1.00 |
| 2 | 20 | 9261 | 240 | 2400 | 8000 | 0.00003257 | 0.64 |
| 3 | 25 | 17576 | 300 | 3750 | 15625 | 0.00003264 | 0.42 |
| 4 | 30 | 29791 | 360 | 5400 | 27000 | 0.00003265 | 0.40 |
グラフ
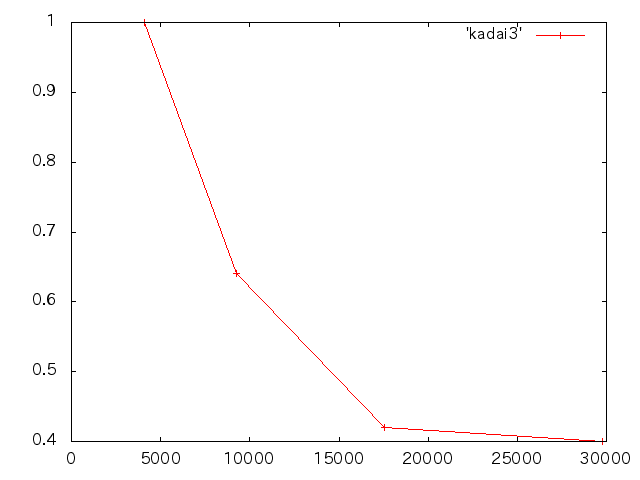
縦:相対誤差(%)
横:節点数
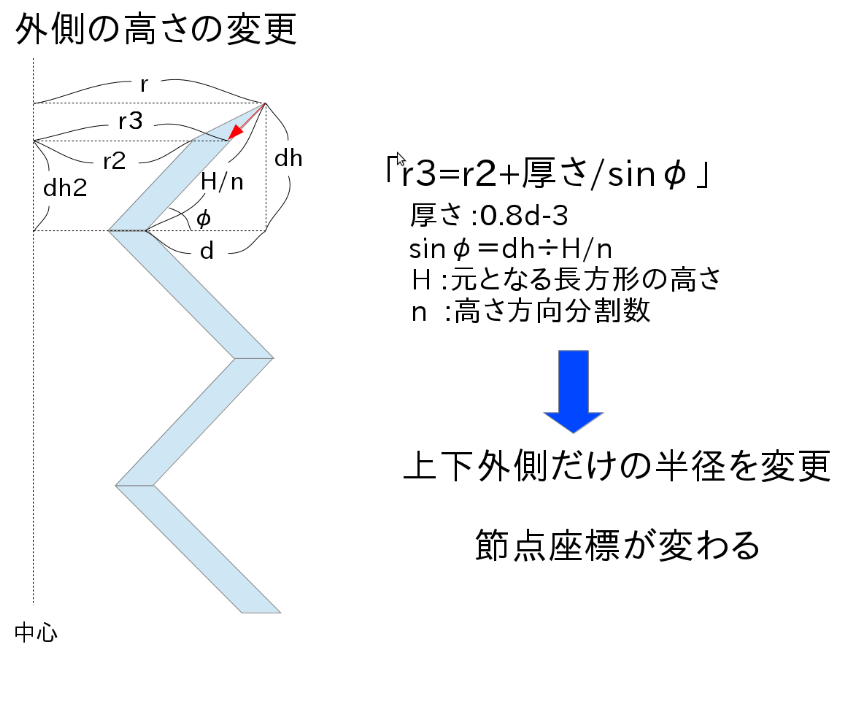
stlファイルでは外側の各節点から少し内側に節点を打って厚さをもたせている。
そのため円筒を構成する三角系部分の厚さが均等ではない。
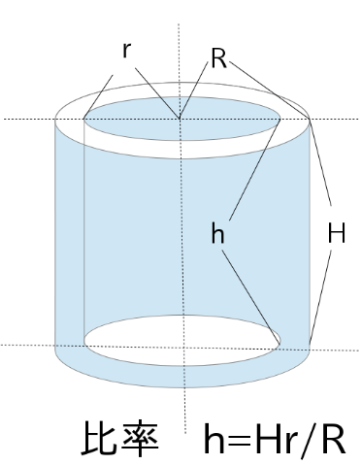
そこで内側の高さを外側と内側の半径の相似系をとった。
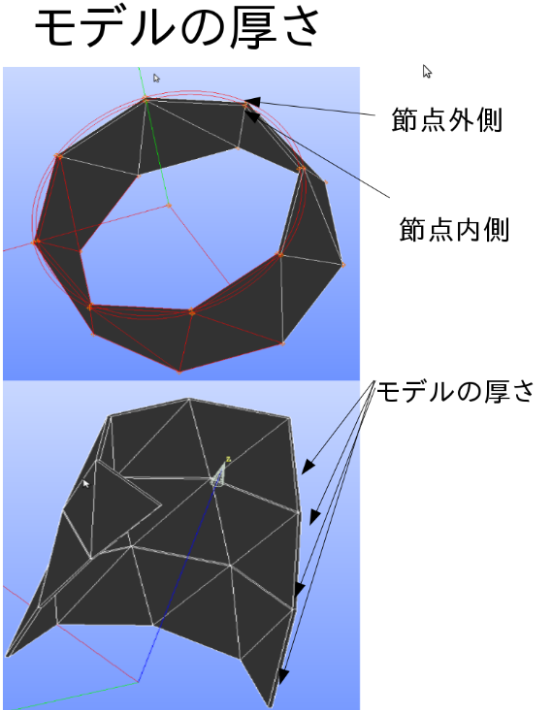
その結果daiyastld2.f90のような外側が出っ張った円筒となった。
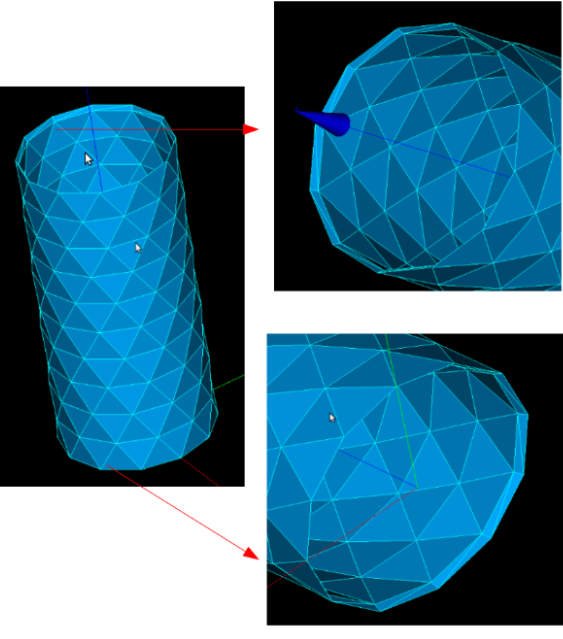
奇数段目の最初と最後の外側の節点番号を変更。
daiyastld3.f90に示す。
stlファイルで作成したダイヤカット円筒の厚さが均等になっているか調べる。
去年3Dプリンターで作った供試体を使って、材料試験を行う。
まとめた結果を10/3に発表。
学生実験とほぼ同じ。
開始30秒後に荷重を載荷して、24時間計測。
24時間後に一旦計測停止、ファイル名を変えて再度計測開始。(この部分はいらなかった。)
さらに24時間後一旦計測停止、ファイル名を変えて再度計測開始。
開始30秒後に荷重を除荷して、24時間計測。
3ファイル間には若干の時間があるが、グラフをつなげて見たいので両ファイルをひとつにまとめた。
| 気温 | 実験開始 | 一旦停止 | 再開 | 一旦停止 | 再開 | 実験終了 |
| 9/18 15:33 | 9/19 15:33 | 9/19 15:34 | 9/20 15:34 | 9/20 15:35 | 9/21 15:40 |
寸法(mm)
| 1回目 | 2回目 | 3回目 | |
| 幅 | 19.31 | 19.91 | 20.02 |
| 厚さ | 2.17 | 2.16 | 2.16 |
荷重(g)
| フック | 重り | 合計 |
| 481 | 1005 | 1486 |
| 気温 | 実験開始 | 一旦停止 | 再開 | 一旦停止 | 再開 | 実験終了 |
| 9/22 16:15 | 9/23 16:15 | 9/23 16:16 | 9/24 16:16 | 9/24 16:17 | 9/24 16:17 |
寸法(mm)
| 1回目 | 2回目 | 3回目 | |
| 幅 | 19.32 | 19.98 | 19.97 |
| 厚さ | 1.96 | 2.01 | 1.95 |
荷重(g)
| フック | 重り | 合計 |
| 481 | 1005 | 1486 |
| 気温 | 実験開始 | 一旦停止 | 再開 | 実験終了 |
| 25度 | 10/23 15:46 | 10/24 15:46 | 10/24 15:47 | 10/25 15:47 |
| 気温 | 実験開始 | 実験終了 |
| 25度 | 11/26 10:48.30 | 11/26 11:55 |
重り 999g,フック 481g
・30秒ずつ16個の重りを載荷
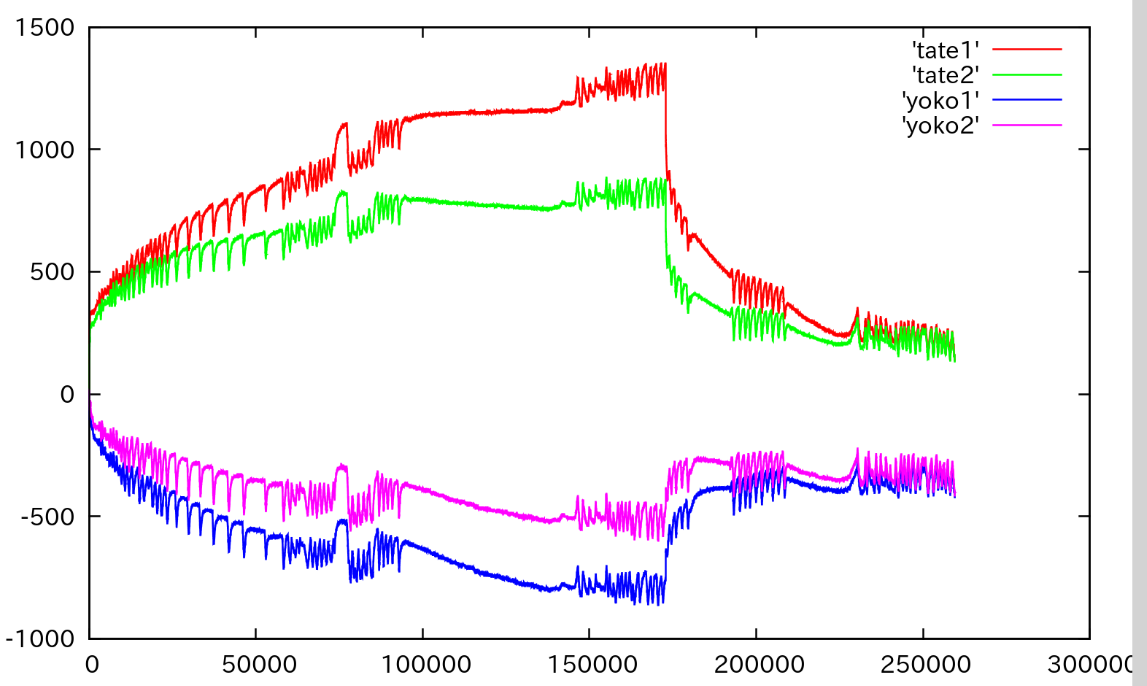
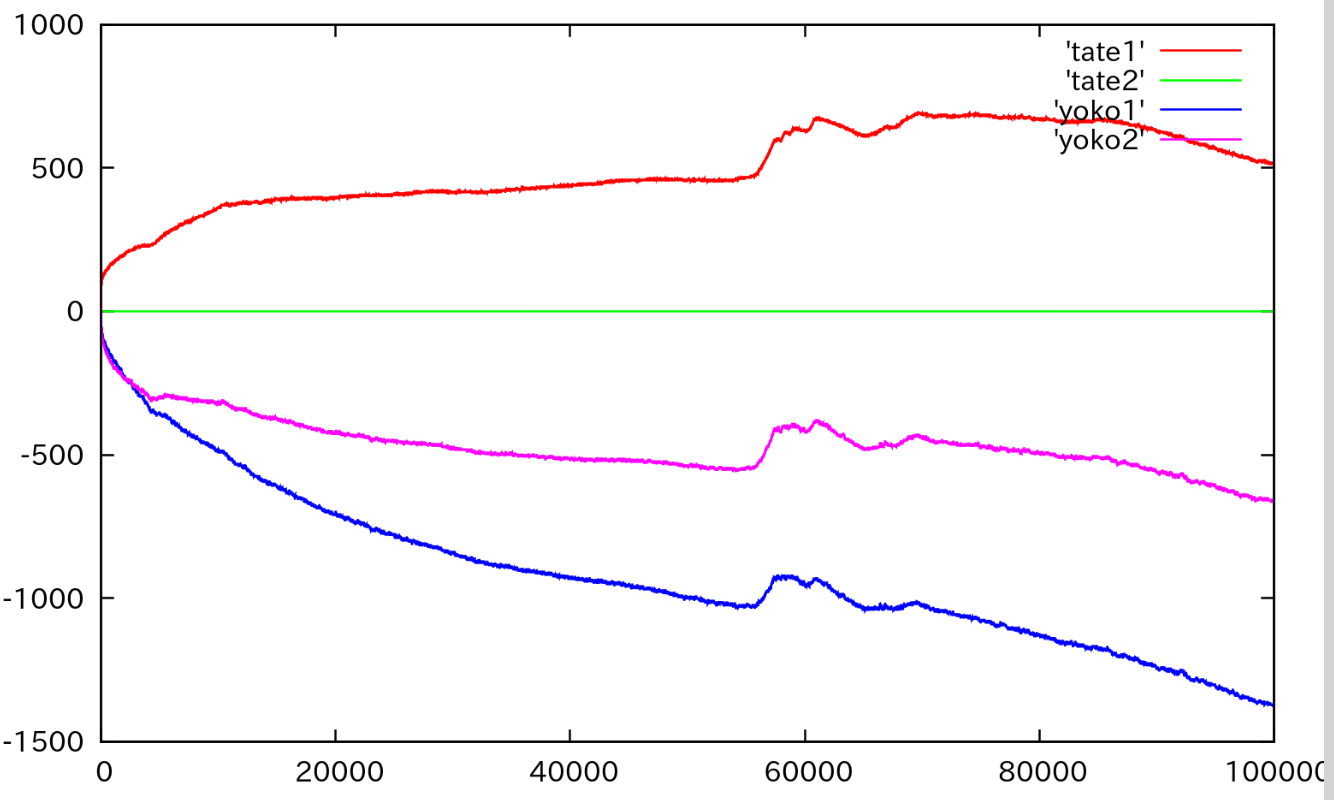
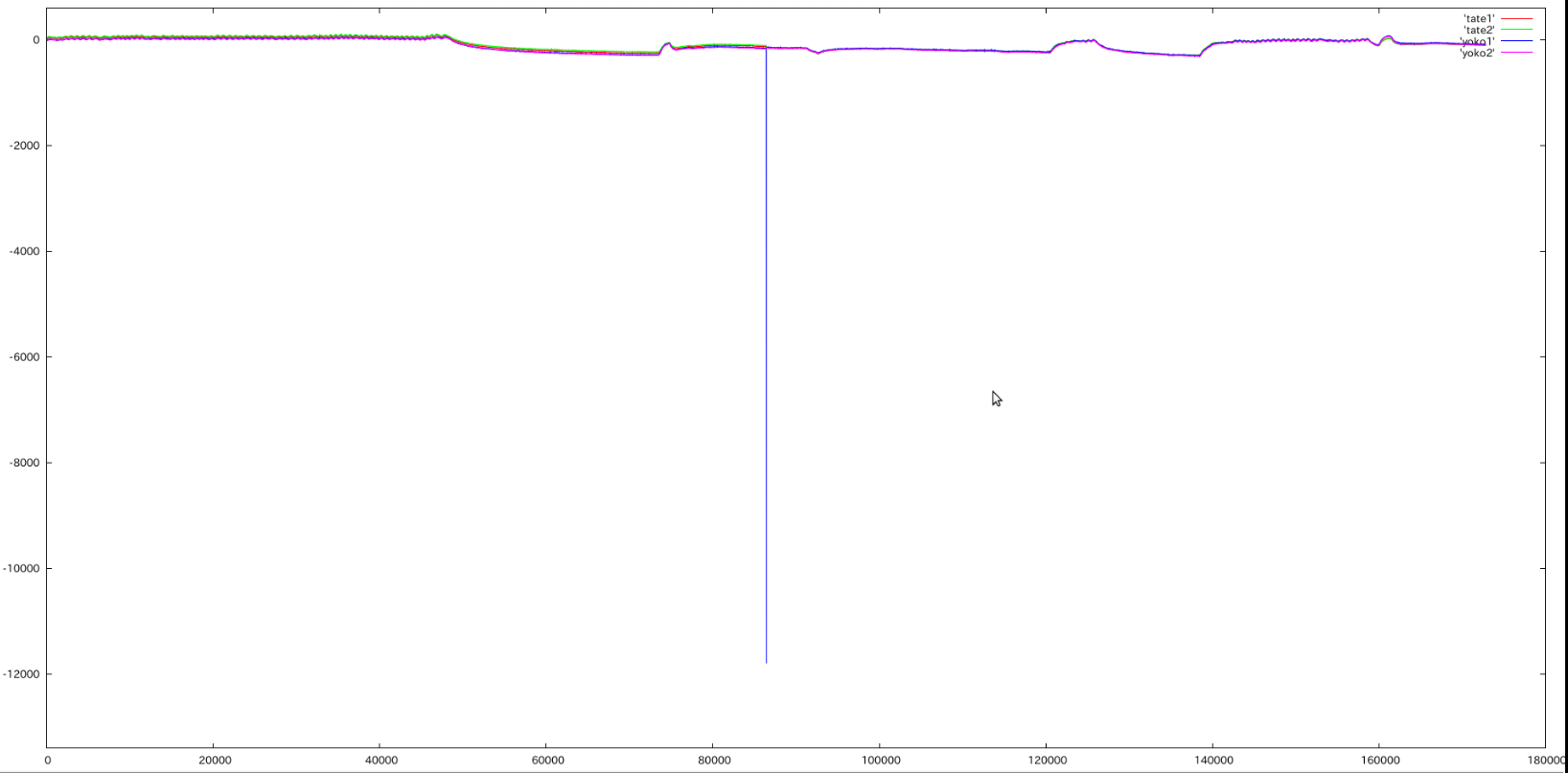
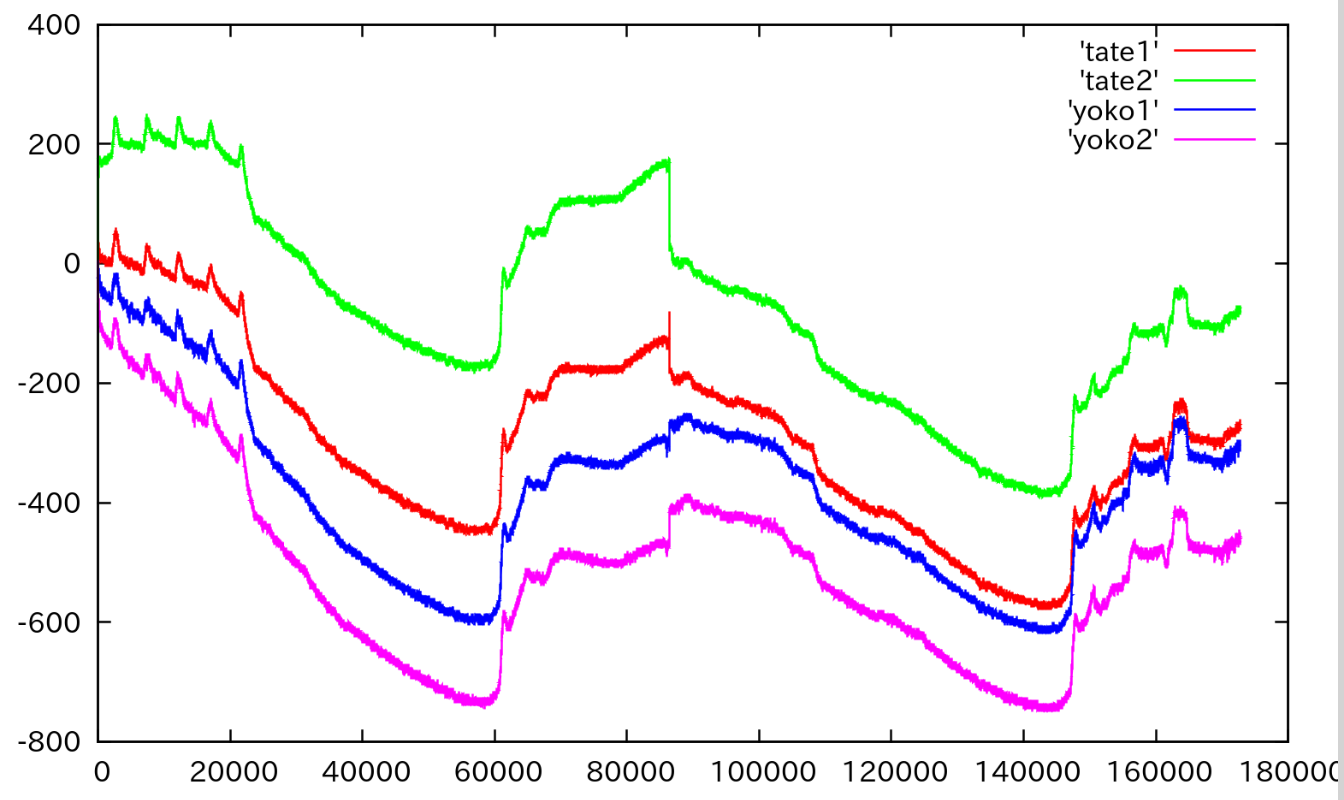
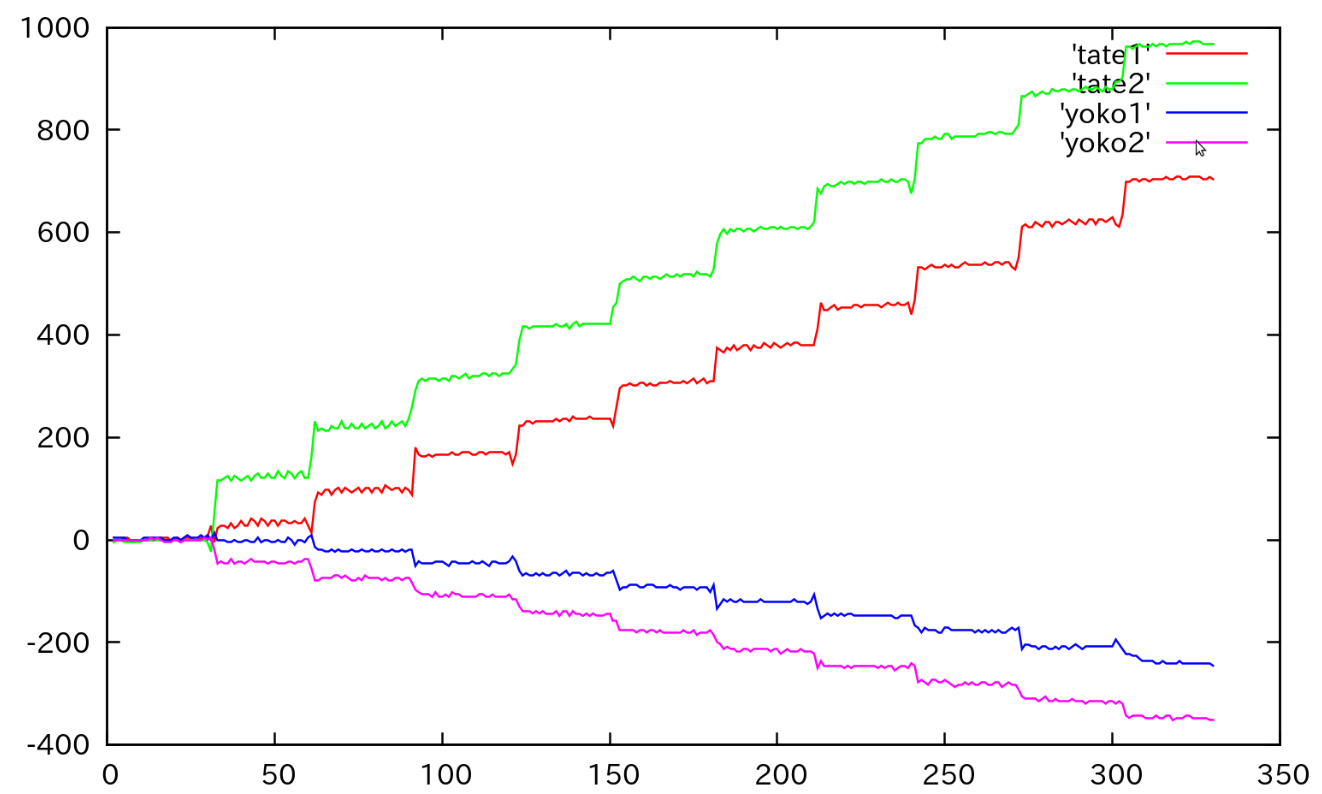
去年造形された供試体を用いて引張試験を行ったところ、グラフが極端な波を打っているのが分かる。
原因として工事の揺れや他の研究室の実験の影響ではないかと思われる。
そのため、まず今回は引張試験の装置をかけっぱなしにして様子を見ることにした。
| 実験開始 | 測定時間 |
| 10月3日15時27分30秒 | 100000秒 |
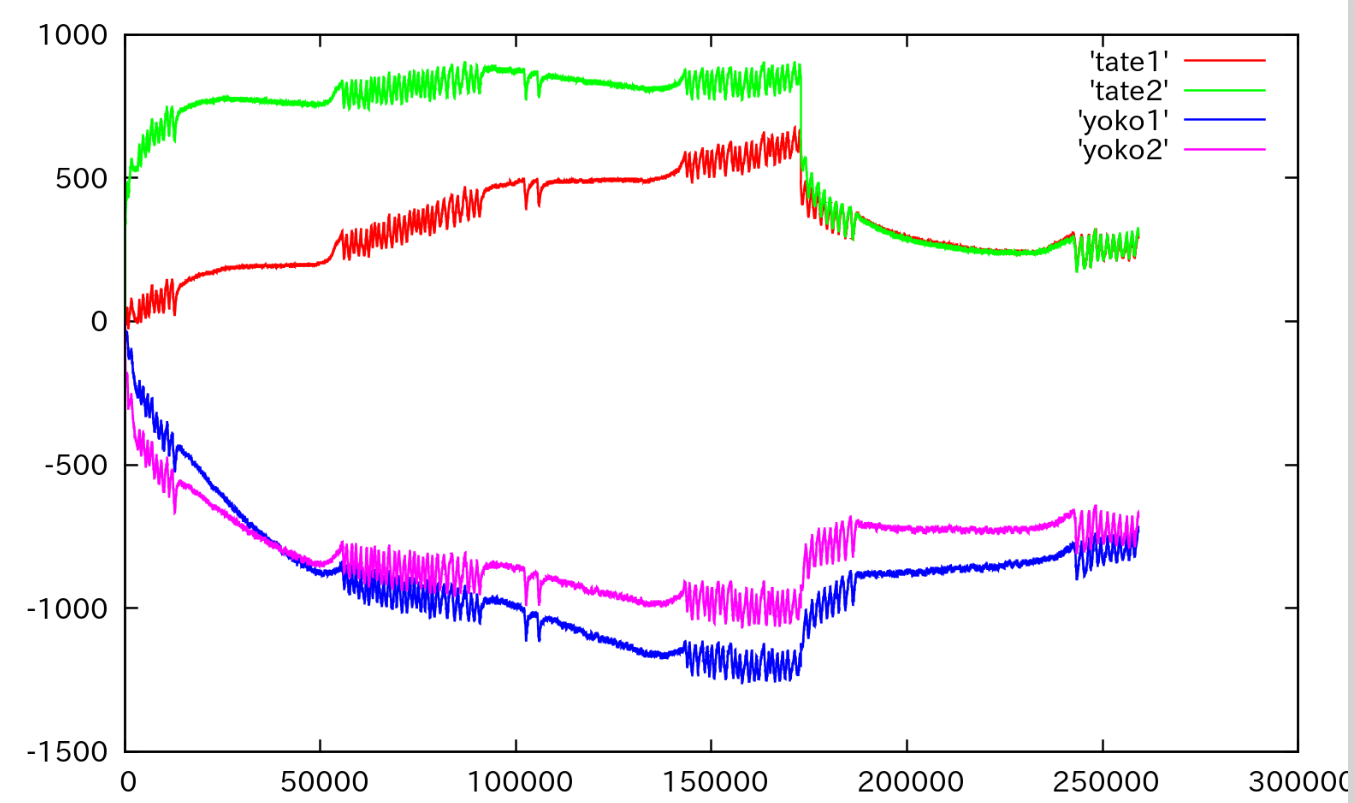
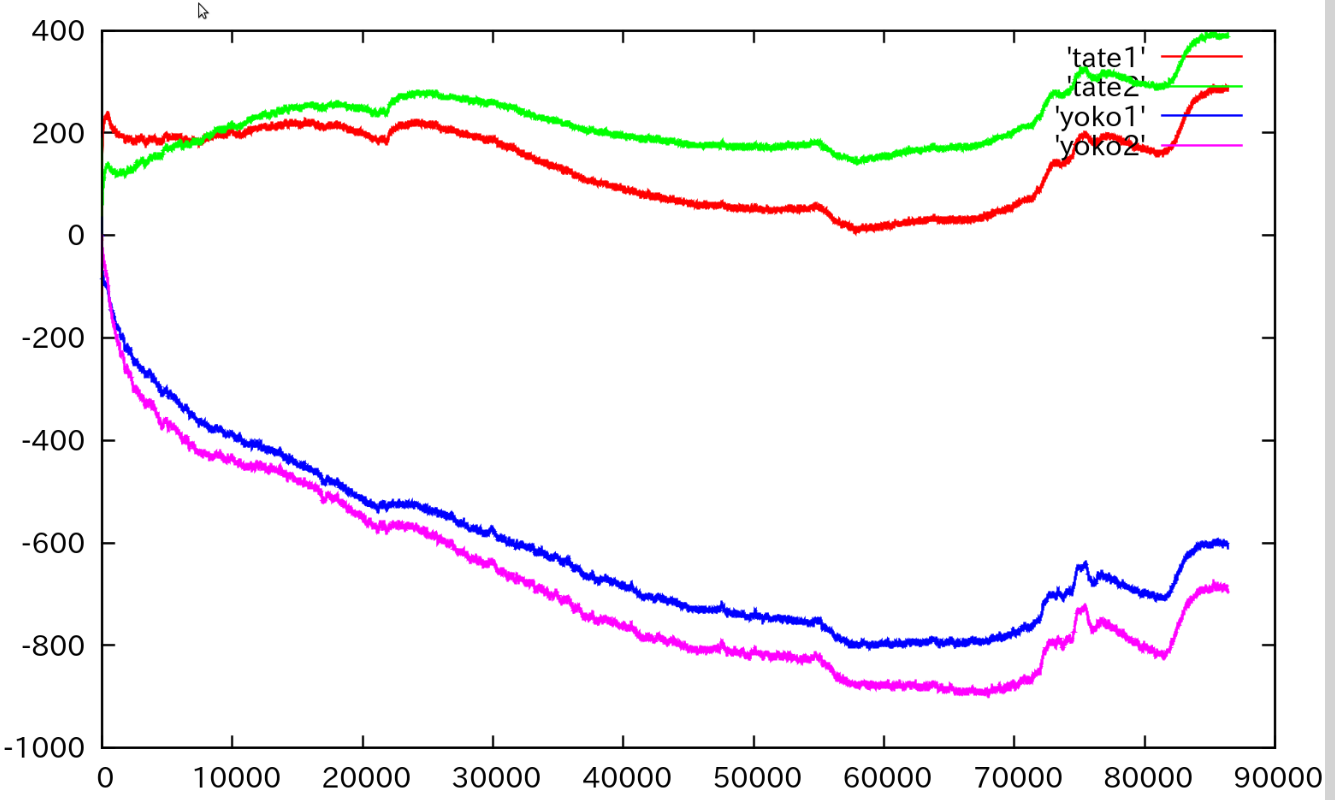
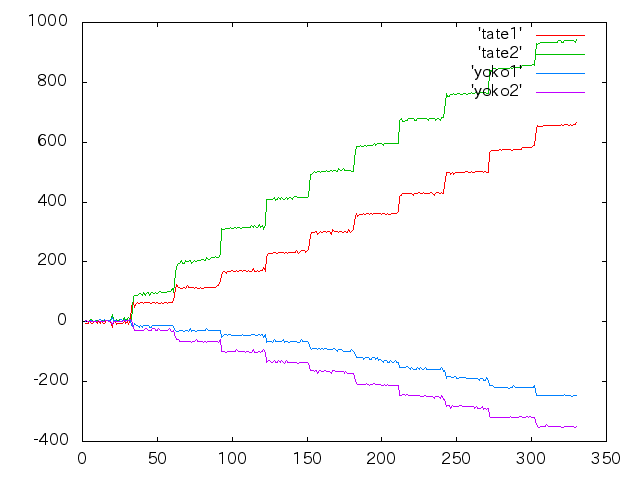
なぜか今回の結果では縦裏のひずみが変動しなかった。
おそらく配線か計器の調子が悪いのではと考えられる。
そのため前回の引張試験でも縦裏ひずみの値に影響が出たのではと思われる。
グラフの揺れとしては、縦裏ひずみを除く値を見るかぎり60000秒あたりで変化している。
実験を開始した時間から見て、だいたい午前8時あたりと推測される。
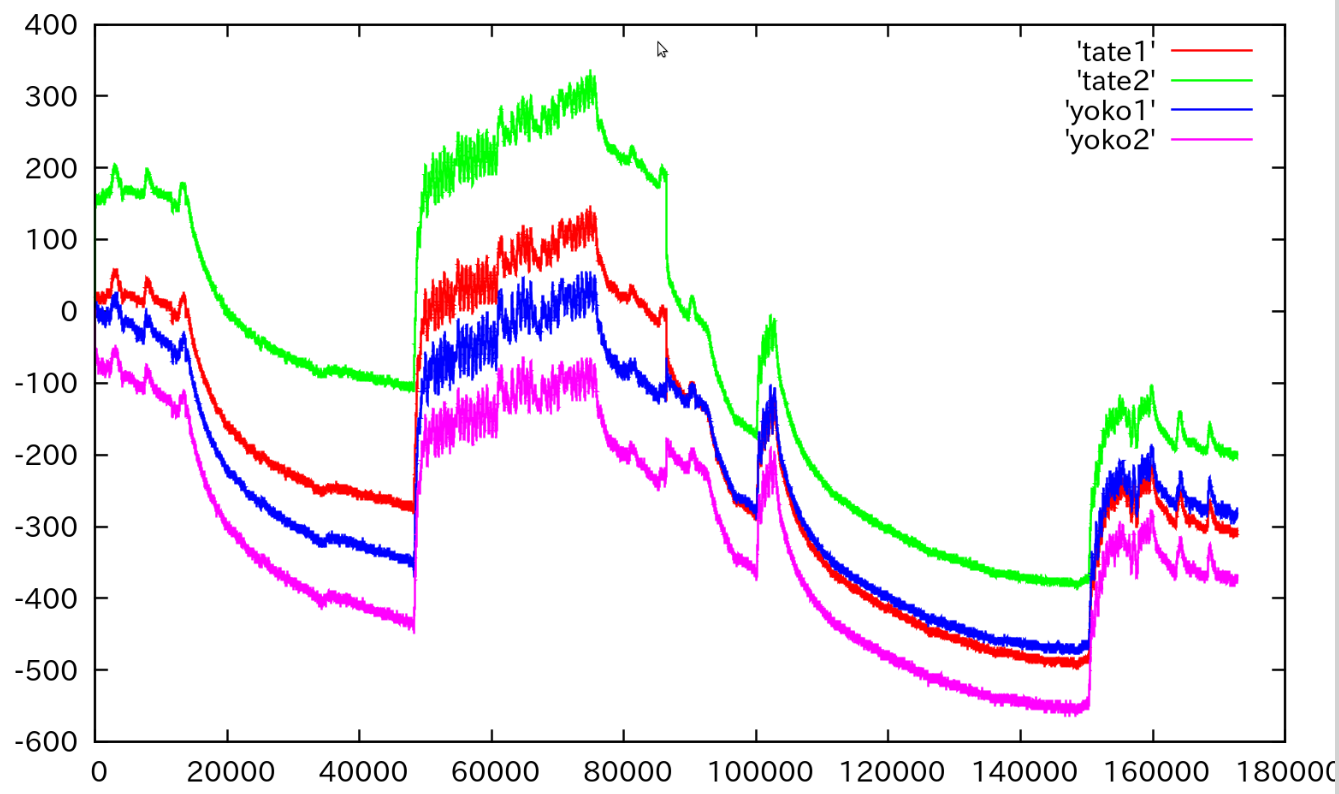
| 実験開始 | 測定時間 |
| 10月9日14時30分 | 86400秒 |
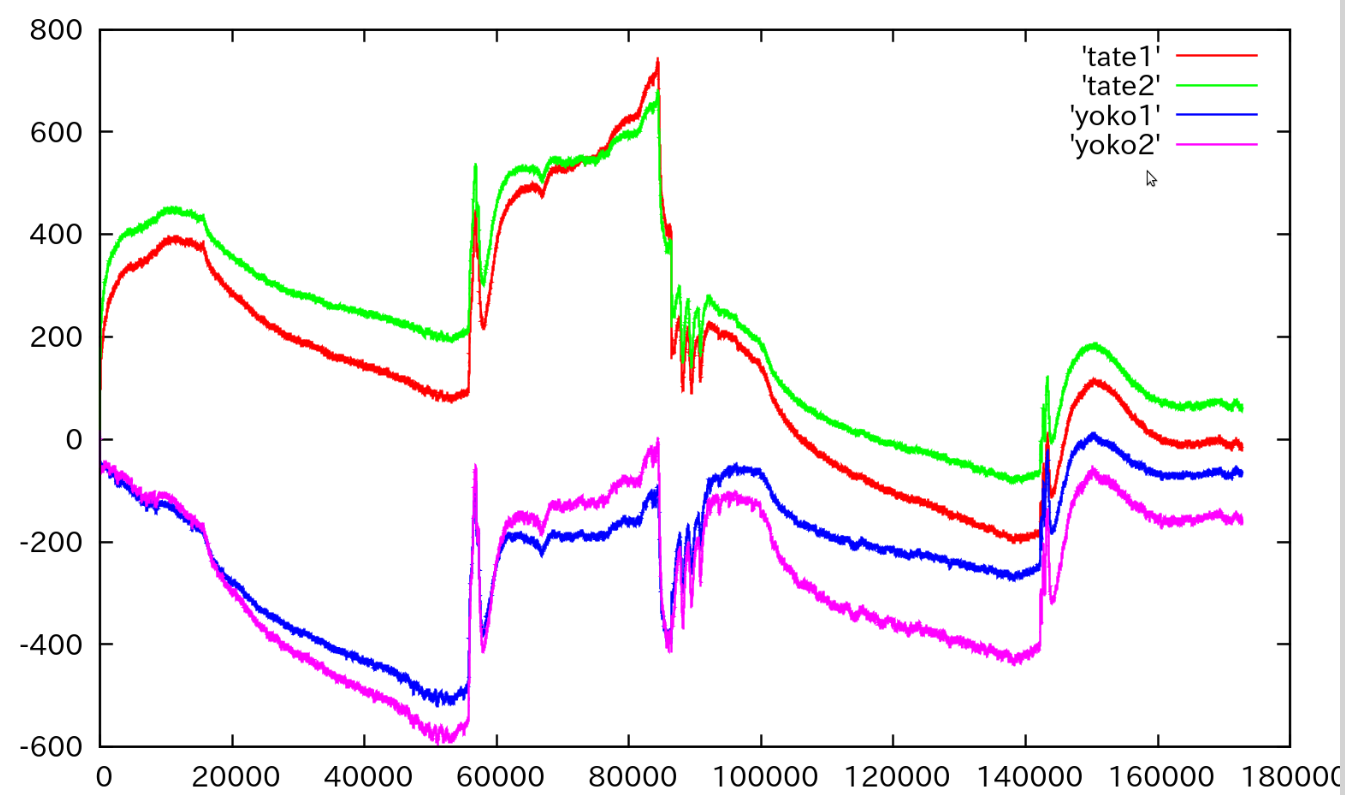
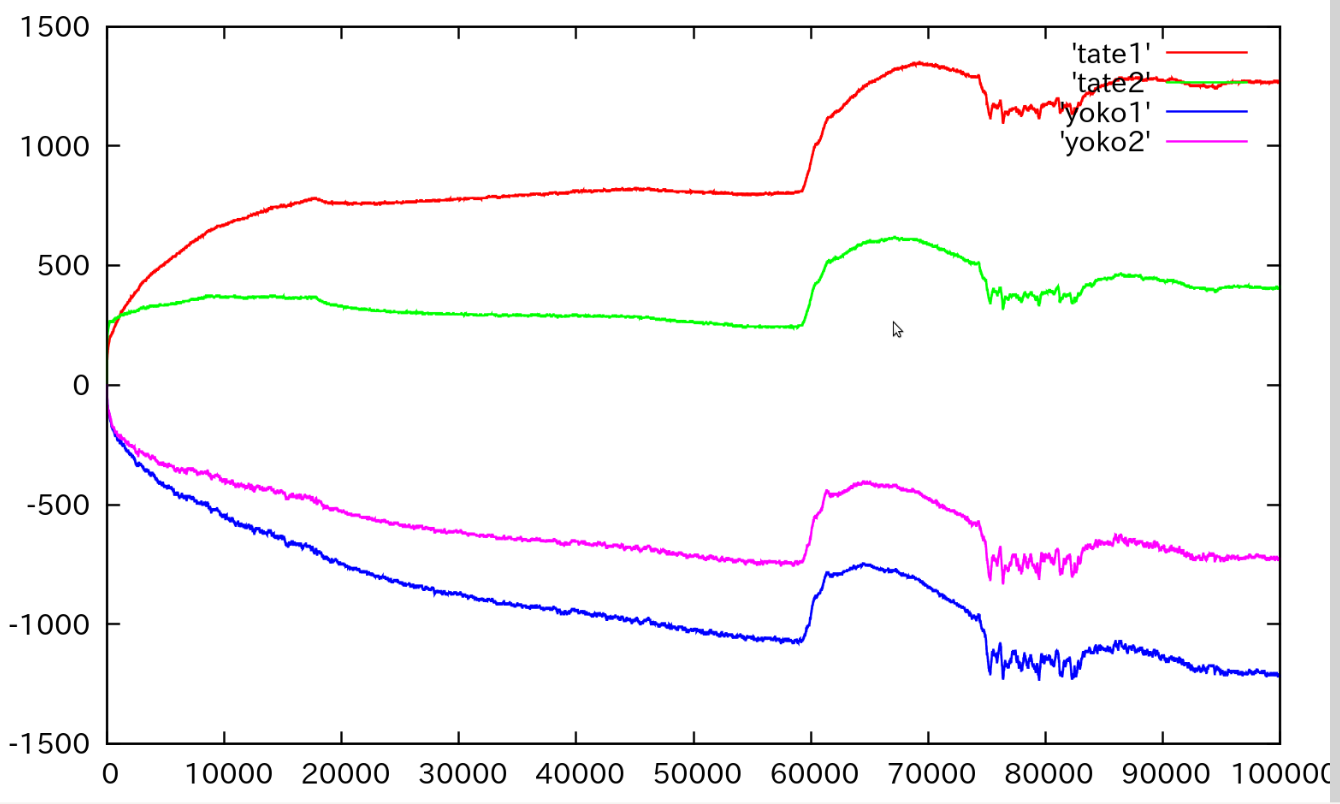
| 実験開始 | 測定時間 |
| 10月6日11時22分 | 100000秒 |
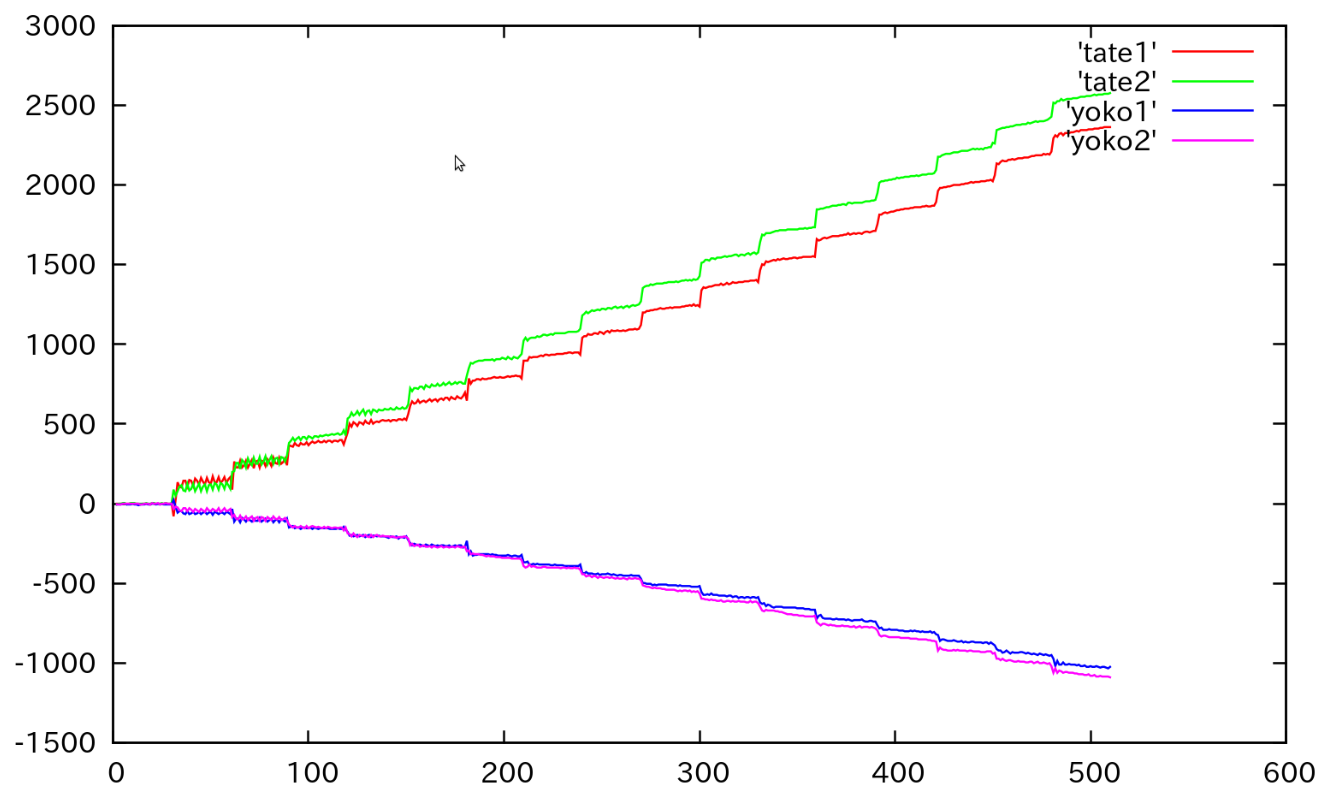
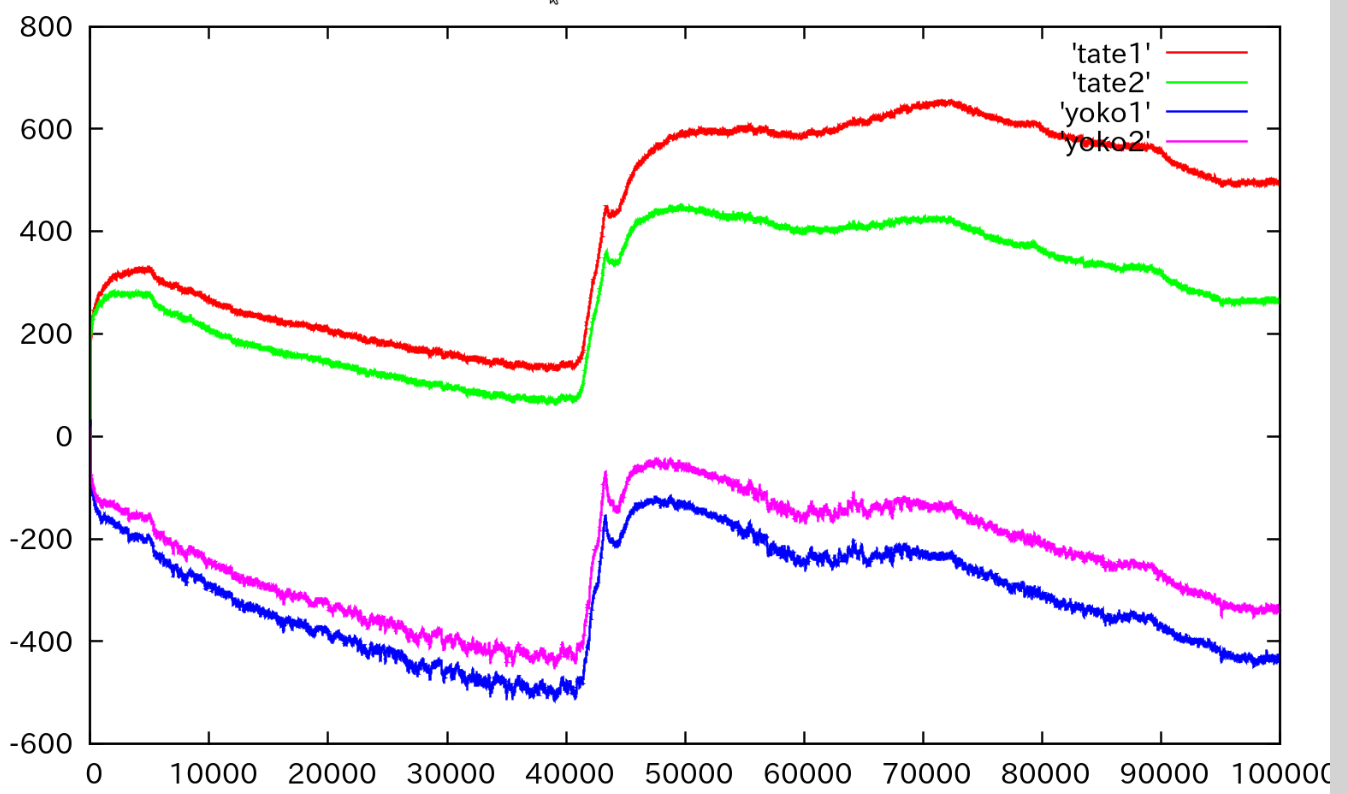
| 実験開始 | 測定時間 |
| 10月8日19時32分 | 100000秒 |
| 気温 | 実験開始 | 一旦停止 | 再開 | 実験終了 |
| 26度 | 11/26 11:38 | 11/27 11:38 | 11/27 11:39 | 11/29 11:39 |
3Dプリンターで印刷するための供試体をsalomeで作成
供試体印刷(11/6)
| Build time | Model Consumption | Support Consumption | Material Type |
| 01:26 | 25g | 21g | RGD525 |
| 気温 | 実験開始 | 一旦停止 | 再開 | 実験終了 |
| 26度 | 11/10 15:05 | 11/11 15:05 | 11/11 15:06 | 11/12 15:06 |
| 気温 | 実験開始 | 一旦停止 | 再開 | 実験終了 |
| 27度 | 11/13 17:05:30 | 11/14 17:05:30 | 11/14 17:06:30 | 11/15 17:07:30 |
| 気温 | 実験開始 | 実験終了 |
| 25度 | 11/17 16:46 | 11/17 16:51:30 |
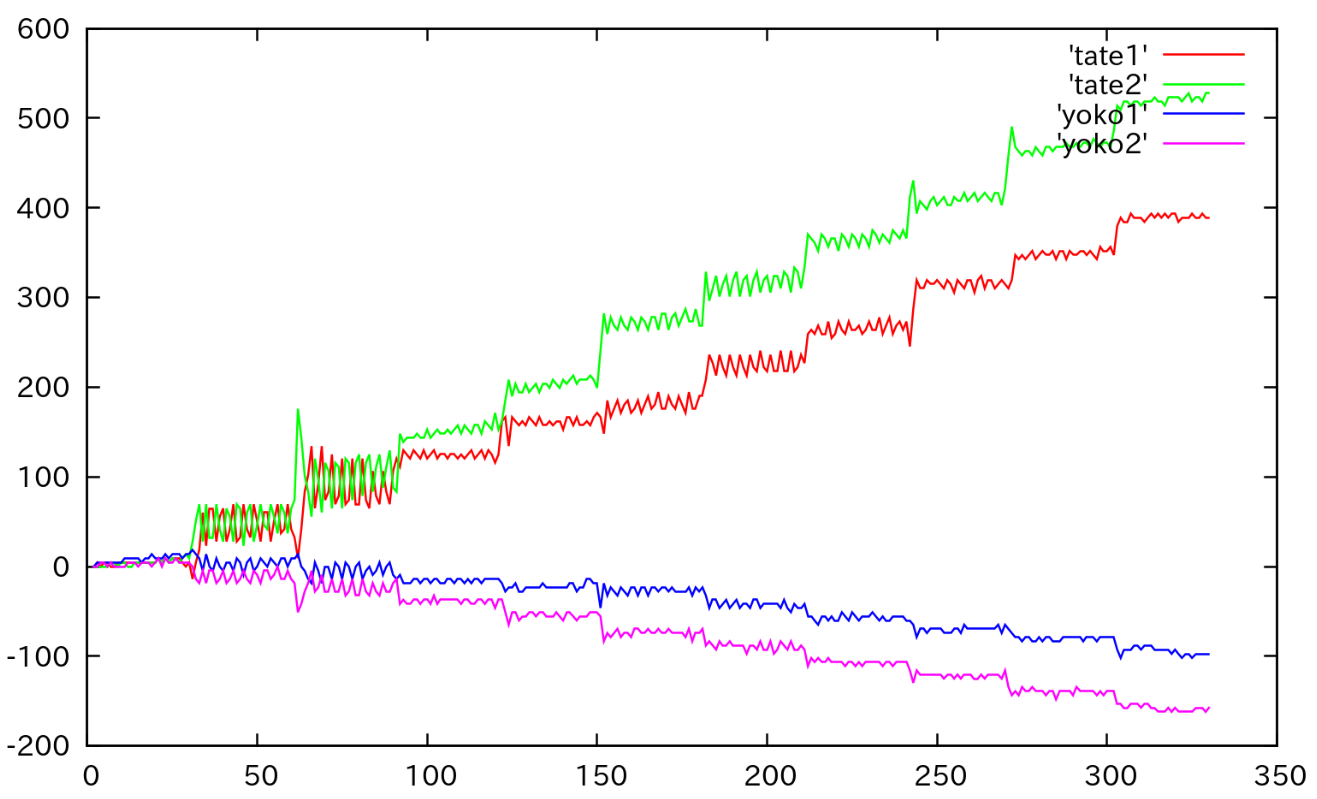
重り 501g,フック 481g
・30秒ずつ10個の重りを載荷
| 気温 | 実験開始 | 実験終了 |
| 25度 | 11/18 16:35 | 11/18 16:40:30 |
重り 999g,フック 481g
・30秒ずつ10個の重りを載荷
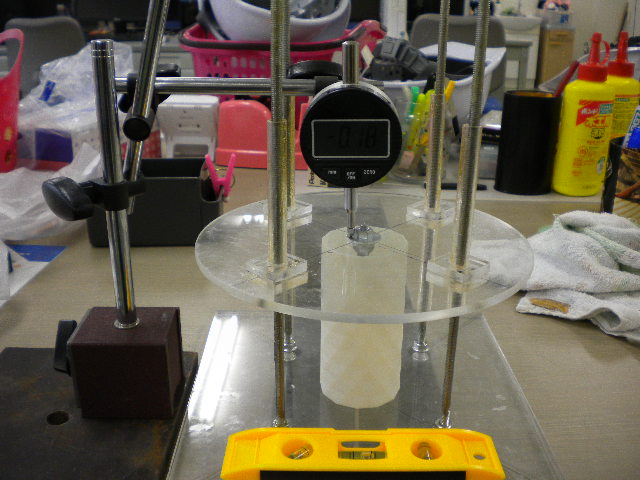
直径50mm,高さ50mm,厚さ2mmの円筒に20kgの載荷試験。 円筒に天板を載せそれにおもりを吊り下げて載荷を行う。 荷重はおよそ20kg。衝撃荷重を避ける為に10秒毎に1kgずつ載荷していき、20kgが載荷されてから5分ごとの変位を30分まで取る。その後一度におもりを除荷し、同様に30分間変位の戻りを見る。
 h
h
3Dプリンターで印刷するための供試体をsalomeで作成
| Build time | Model Consumption | Support Consumption | Material Type |
| 13:30 | 60g | 63g | RGD525 |
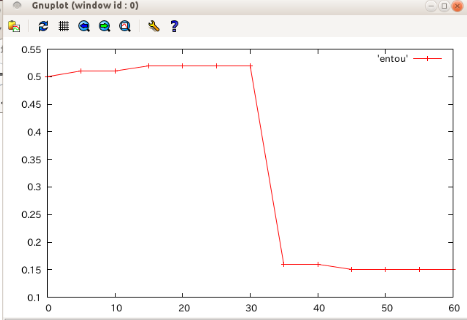
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.48 | 0.49 | 0.50 | 0.50 | 0.52 | 0.52 | 0.52 |
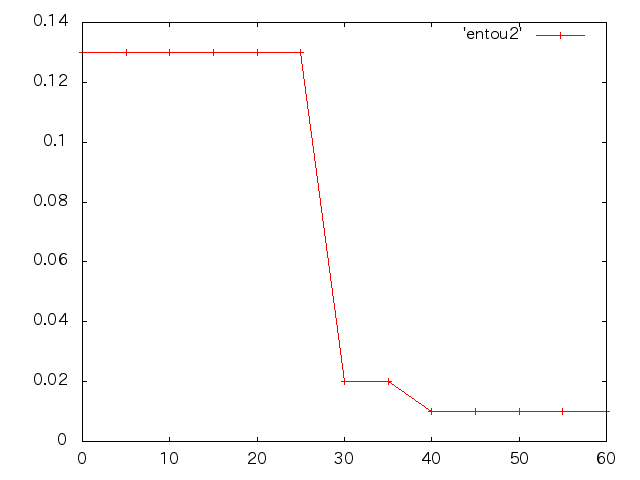
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.16 | 0.10 | 0.09 | 0.09 | 0.08 | 0.08 | 0.08 |
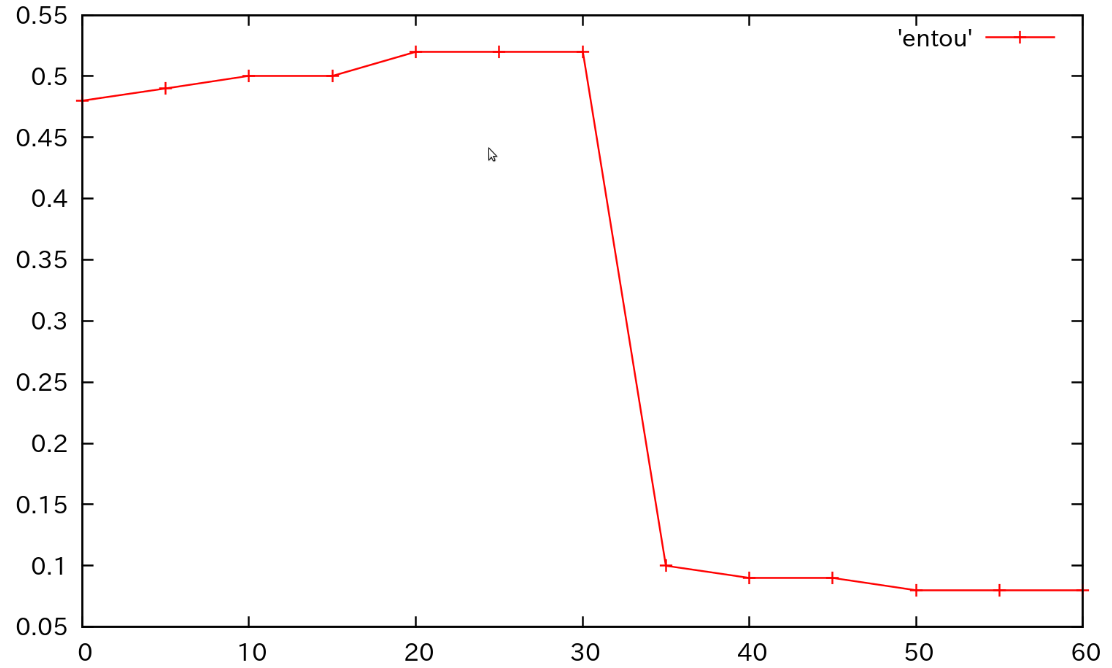
最大変位が0.13mmだったので、そこからヤング率を求めると0.255GPaとなり、引張試験の結果と比較してもヤング率が小さいことが分かる。
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.54 | 0.55 | 0.56 | 0.56 | 0.56 | 0.56 | 0.57 |
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.14 | 0.10 | 0.09 | 0.09 | 0.08 | 0.08 | 0.08 |
11/27印刷
| Build time | Model Consumption | Support Consumption | Material Type |
| 26:53 | 99g | 146g | RGD525 |
| 1 | 2 | 3 | 平均 | |
| 外径 | 52.81 | 53.39 | 53.60 | 53.27 |
| 内径 | 52.01 | 51.41 | 51.76 | 51.73 |
| 高さ | 101.03 | 101.21 | 101.19 | 101.14 |
| 厚さ | 0.74 | 0.75 | 0.82 | 0.77 |
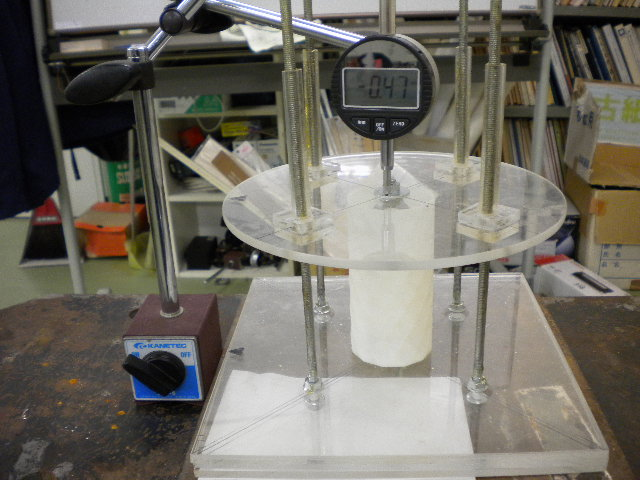
方法は圧縮試験と同じ。

| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.50 | 0.51 | 0.51 | 0.52 | 0.52 | 0.52 | 0.52 |
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.23 | 0.16 | 0.16 | 0.15 | 0.15 | 0.15 | 0.15 |

| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.45 | 0.45 | 0.45 | 0.45 | 0.45 | 0.45 | 0.46 |
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.15 | 0.14 | 0.14 | 0.14 | 0.14 | 0.14 | 0.13 |
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.25 | 0.26 | 0.27 | 0.27 | 0.27 | 028 | 0.28 |
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.08 | 0.08 | 0.08 | 0.08 | 0.08 | 0.08 | 0.08 |
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.47 | 0.47 | 0.47 | 0.47 | 0.47 | 047 | 0.47 |
| 分 | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| 変位mm | 0.35 | 0.35 | 0.35 | 0.35 | 0.35 | 0.35 | 0.35 |
RGD525による11/18の学生実験から算出
| 0〜30秒ずつの平均 | 2.739GPa |
| 5〜29秒ずつの平均 | 3.312GPa |
5〜29秒の時に平均を取ったときにyang5.f90にミスがあったので修正しました (たぶん1〜25秒の平均をとるようになってしまっていたのを修正) yang25.f90。 これでヤング率を取り、gnuplotで線形回帰すると、
| ヤング率 | 2.84339e+09 |
| ポアソン比(裏表平均) | -3.12896E-01 |
| ヤング率 | 3.01176e+09 |
| ポアソン比(裏表平均) | -3.29076E-01 |
ssh -X gakusei@k2.ce.akita-u.ac.jpを端末で表示して、k2のパスワードを入力。
ヤング率とポアソン比をRGD525の値に変更したdaiyat6a.f90をコンパイルして実行を行う。
すると周方向と高さ方向の各分割数ごとのinpファイルとjobdaiya1ができ、gFTPからk2にそれらを移す。
k2にログインしてjobdaiya1を実行すればまとめてccx_1.7でinpファイルを計算して、すべてのパターンのdatファイルができる。
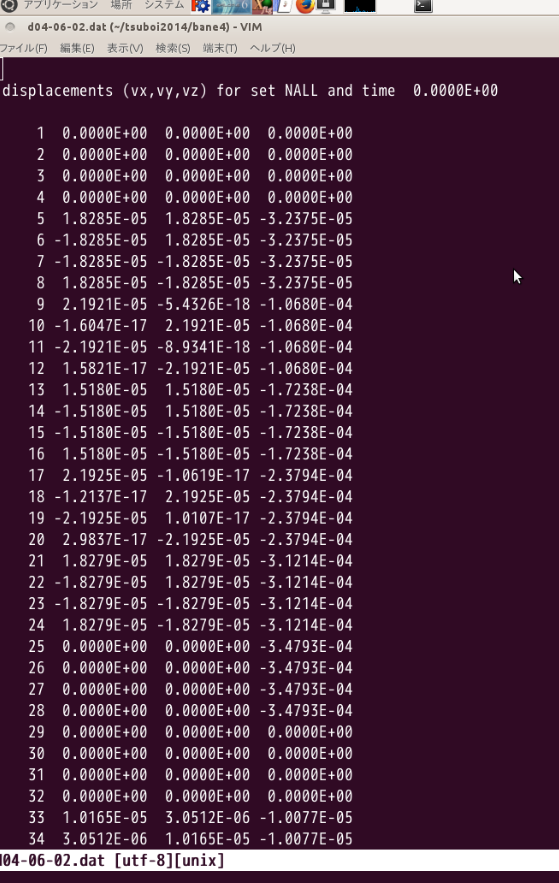
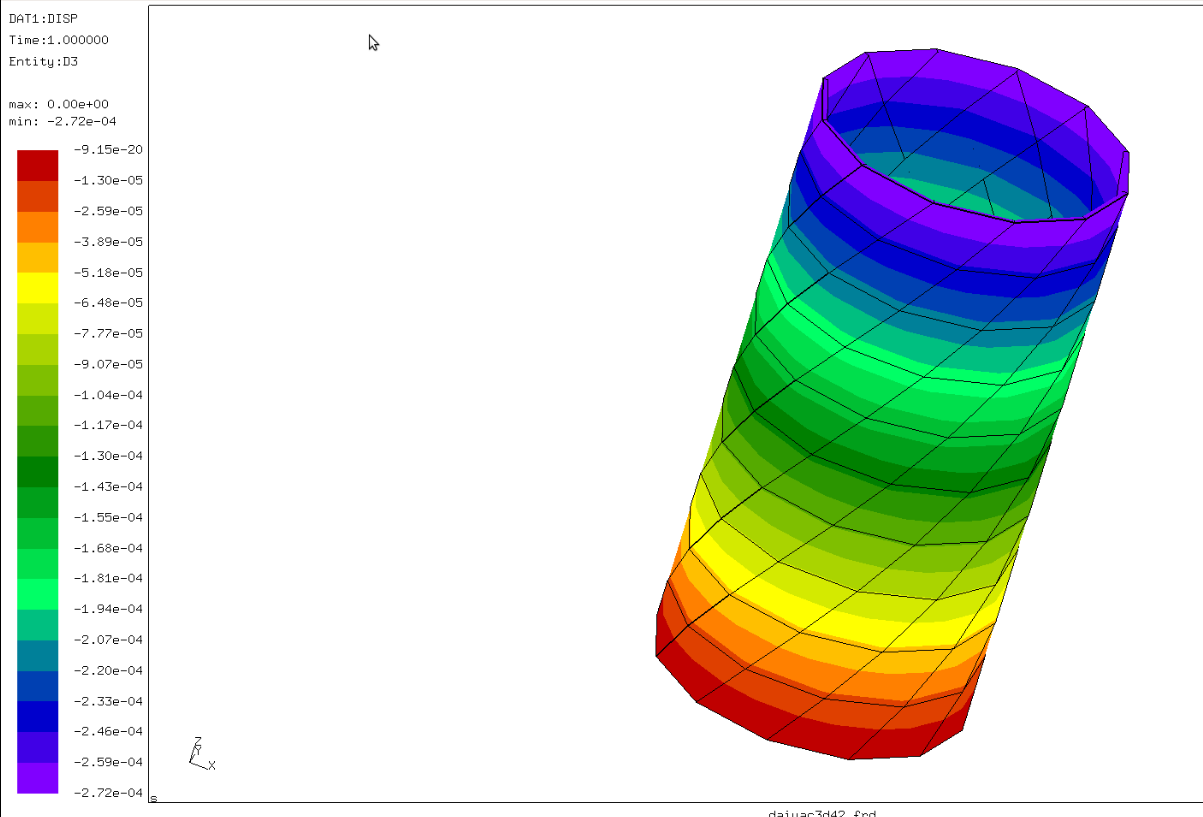
datファイルの中身は変位(m)であり様々な点での変位が計算されている。
載荷試験の変位と比較するため、一番変位の大きい頂点z座標軸の値を探す。
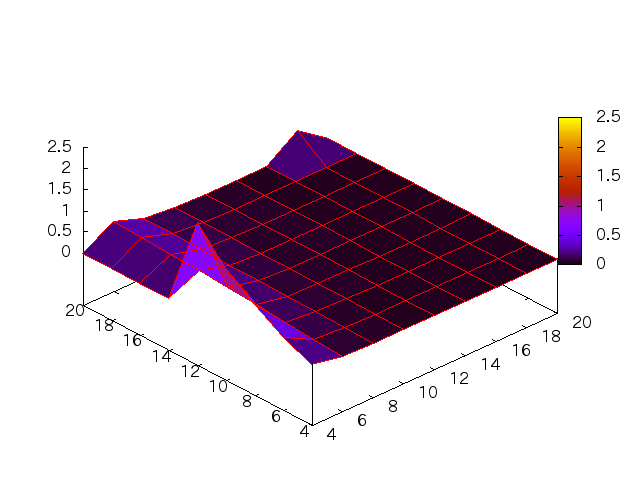
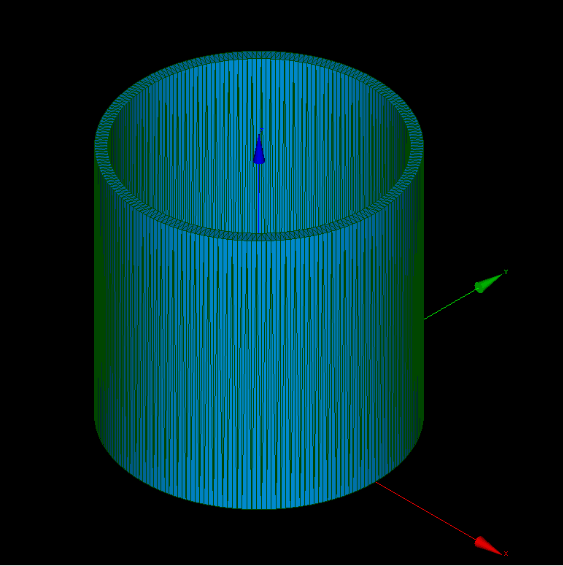
ny1の場合頂点の数は(周方向の分割点とその中間)×2個あり、上の写真のm4n6パターンで16個あった。m20n20のパターンになると80個になるのでさすがに全部の点を調べるには時間がかかる。
それぞれ値にばらつきはあるものの大きな差ではないので、外側の周方向分割点だけを取った。
周方向分割数×(高さ方向分割数+1)の節点番号の前あたりが外側周方向分割点の変位であり、x軸とy軸さらに次のz軸変位は0.0000E+00になっているのが目印である。
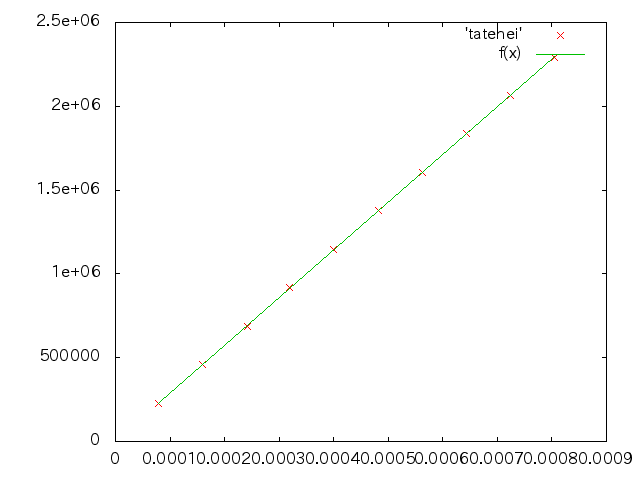
荷重(200N)÷変位=バネ定数より下記にパターンごとにまとめた。
| \ | 周方向 | |||||||||
| 高さ方向 | \ | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
| 4 | 1133401 | 2549005 | 3243594 | 3463203 | 3519020 | 3543460 | 3556188 | 3561634 | 3566652 | |
| 6 | 574828 | 1880937 | 2867384 | 3333111 | 3454410 | 3506004 | 3531510 | 3542268 | 3551578 | |
| 8 | 339046 | 1426025 | 2530428 | 3121099 | 3383923 | 3467827 | 3508279 | 3525285 | 3539259 | |
| 10 | 215752 | 1132567 | 2248277 | 2958536 | 3311478 | 3430355 | 3486750 | 3510373 | 3528831 | |
| 12 | 125172 | 940911 | 2011202 | 2803594 | 3237556 | 3392936 | 3466084 | 3496687 | 3519640 | |
| 14 | 0 | 810898 | 1820996 | 2657913 | 3122756 | 3355029 | 3445662 | 3483714 | 3511051 | |
| 16 | 0 | 718056 | 1669309 | 2522641 | 3042334 | 3316915 | 3425127 | 3471017 | 3502750 | |
| 18 | 0 | 647794 | 1547988 | 2401768 | 2964940 | 3279441 | 3404545 | 3458353 | 3494549 | |
| 20 | 0 | 591279 | 1448960 | 2294999 | 2892389 | 3243489 | 3384267 | 3445899 | 3486325 |

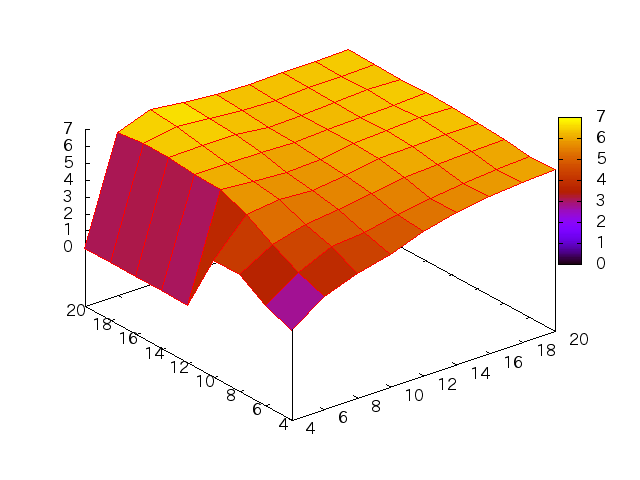
| 高さ\周方向 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
| 4 | 1.13 | 2.55 | 3.24 | 3.46 | 3.52 | 3.54 | 3.56 | 3.56 | 3.57 |
| 6 | 0.57 | 1.88 | 2.87 | 3.33 | 3.45 | 3.51 | 3.53 | 3.54 | 3.55 |
| 8 | 0.34 | 1.43 | 2.54 | 3.12 | 3.38 | 3.47 | 3.51 | 3.53 | 3.54 |
| 10 | 0.22 | 1.1 | 2.53 | 2.96 | 3.31 | 3.43 | 3.49 | 3.51 | 3.533 |
| 12 | 0.12 | 0.9 | 2.01 | 2.80 | 3.24 | 3.39 | 3.47 | 3.50 | 3.524 |
| 14 | 0 | 0.8 | 1.82 | 2.66 | 3.12 | 3.36 | 3.45 | 3.48 | 3.511 |
| 16 | 0 | 0.7 | 1.67 | 2.52 | 3.04 | 3.32 | 3.43 | 3.47 | 3.501 |
| 18 | 0 | 0.6 | 1.55 | 2.40 | 2.96 | 3.28 | 3.40 | 3.46 | 3.495 |
| 20 | 0 | 0.5 | 1.45 | 2.29 | 2.89 | 3.24 | 3.38 | 3.45 | 3.499 |
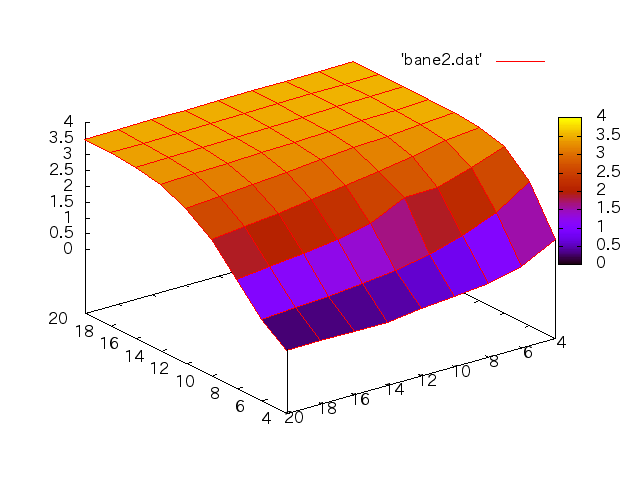
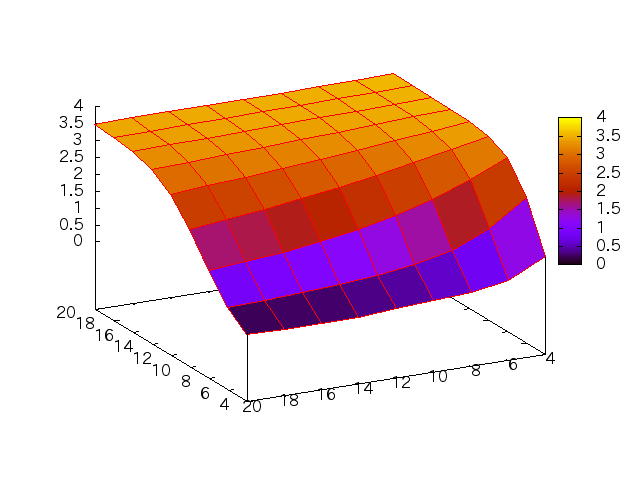
gnuplotメモにも書いてあるが
set pm3d splot 'hoge' w l
で3次元の色ありグラフが描ける。
set pm3d splot 'hoge' w l not
で右上に線とファイル名を消すことができる。
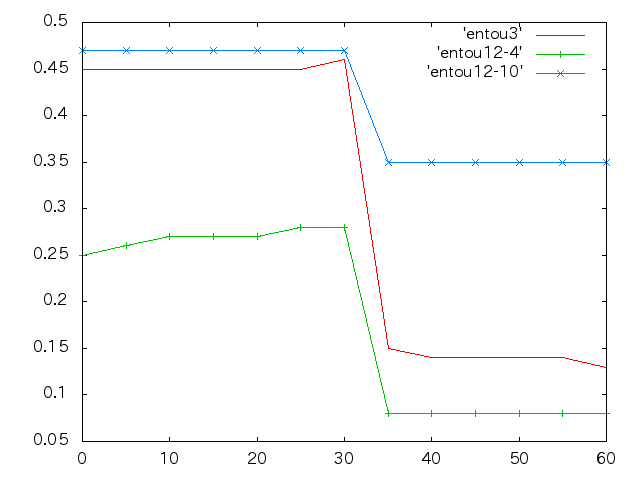
| 試験体 | 円筒 | m12n4 | m12n10 |
| 実験値(mm) | 0.46 | 0.28 | 0.47 |
| 解析値(mm) | 0.056 | 0.057 | 0.060 |
20kgの重りを載荷して5分おきに6回、除荷して5分おきに6回の変位を計った。 しかしこれだとクリープがあるかないかの試験のなってしまうのでやり直しを行う。
| 試験体 | 円筒 | m12n4 | m12n10 |
| 実験値(N/m) | 434783 | 714286 | 425532 |
| 解析値(N/m) | 3587368 | 3519020 | 3311478 |
| 試験体 | 円筒 | m12n4 | m12n10 |
| 実験値(MN/m) | 0.43 | 0.71 | 0.43 |
| 解析値(MN/m) | 3.59 | 3.52 | 3.31 |
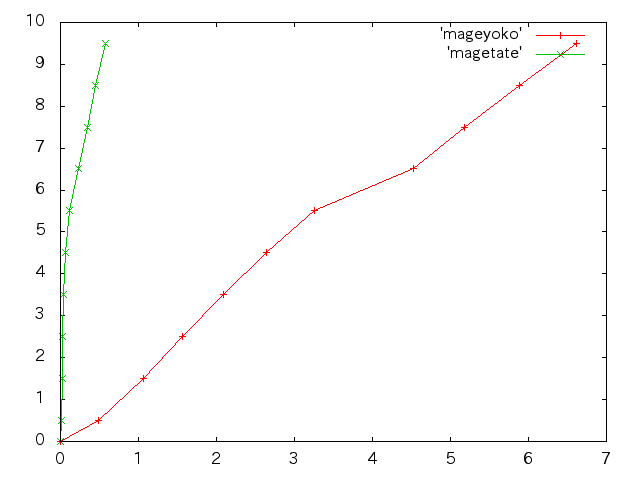
1cm,0.5cm,12cmの供試体を印刷し、スパン10cmで30秒ずつ0.5kgの重りを載荷して変位を取った。
変位計は中間から5mm離れたところで計測をおこなった。
$$EI_{実験}=\frac{P(3\ell^{2}z-4z^{3})}{48v_{実験}}$$
上の公式からヤング率を求めると向きによって異なる結果がでることがわかった。
写真のように0.5cmの面を上下にするとヤング率が3.26GPaと3.14GPaとなり、1.0cmの面を上下にすると1.72GPaと1.60GPaとなった。
このことから3Dプリンターを用いた供試体にはクリープとは違い異方性があると考えられる。
そのためさらに確実な結果を出すためには供試体の印刷する向きを縦、横、斜めなどのパターンを作成して検証する必要があると思われる。

20kgf載荷して5分おきに変位を見る方法はクリープを見るだけの試験になり、圧縮試験としては適していない。 そこで重りを30秒ずつ載荷しながら変位をとることにした。
変位 荷重 0.00 0.0 0.01 0.505 0.01 1.505 0.01 2.505 0.01 3.505 0.01 4.505 0.02 5.505 0.02 6.505 0.02 7.505 0.02 8.505 0.02 9.505 0.03 10.505 0.03 11.505 0.03 12.505 0.04 13.505 0.05 14.505 0.06 15.505 0.06 16.505 0.07 17.505 0.07 18.505 0.08 19.505 0.08 20.505
変位 荷重 0.00 0.0 0.01 0.505 0.01 1.505 0.01 2.505 0.01 3.505 0.02 4.505 0.02 5.505 0.02 6.505 0.02 7.505 0.02 8.505 0.02 9.505 0.03 10.505 0.03 11.505 0.04 12.505 0.04 13.505 0.05 14.505 0.05 15.505 0.06 16.505 0.06 17.505 0.06 18.505 0.07 19.505 0.08 20.505
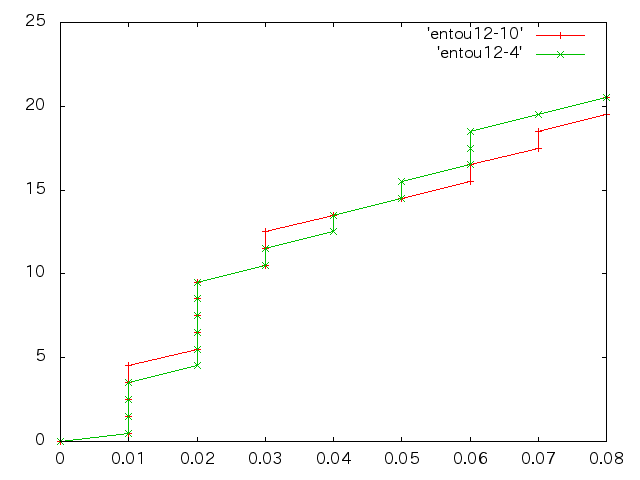
この2つのパターンでは変位の比較をみるのは難しい。
変位 荷重 0.00 0.0 0.01 0.505 0.01 1.505 0.01 2.505 0.01 3.505 0.02 4.505 0.02 5.505 0.02 6.505 0.03 7.505 0.03 8.505 0.04 9.505 0.04 10.505 0.05 11.505 0.05 12.505 0.06 13.505 0.07 14.505 0.08 15.505 0.11 16.505 0.14 17.505 0.15 18.505 0.18 19.505 0.19 20.505
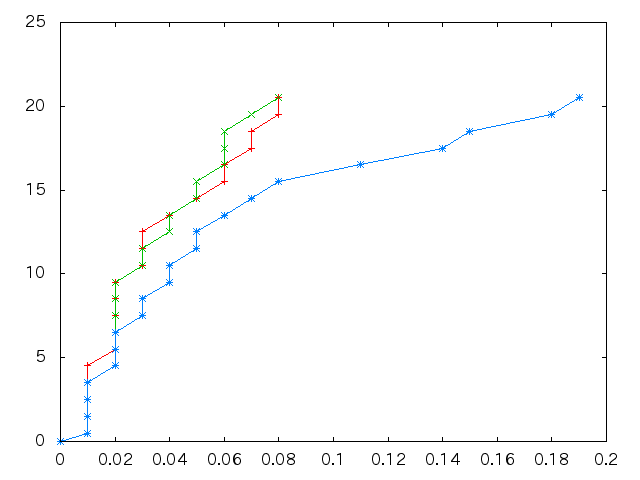
| 周12高4 | 周12高10 | 周6高4 | 円筒 | |
| 実験値(mm) | 0.08 | 0.08 | 0.19 | 0.04 |
| 解析値 (mm) | 0.057 | 0.062 | 0.234 | 0.0532 |
*BUCKLE 3,0.01 #ここの3の数を変えてみる。0.01は座屈計算の精度
MODE NO BUCKLING
FACTOR
1 0.2871093E+02
MODE NO BUCKLING
FACTOR
1 0.2545840E+02
2 0.2674930E+02
3 0.2988463E+02
 mo1.dat
mo1.dat
 mo2.dat
mo2.dat
 mo3.dat
mo3.dat


m12n4
m12n10
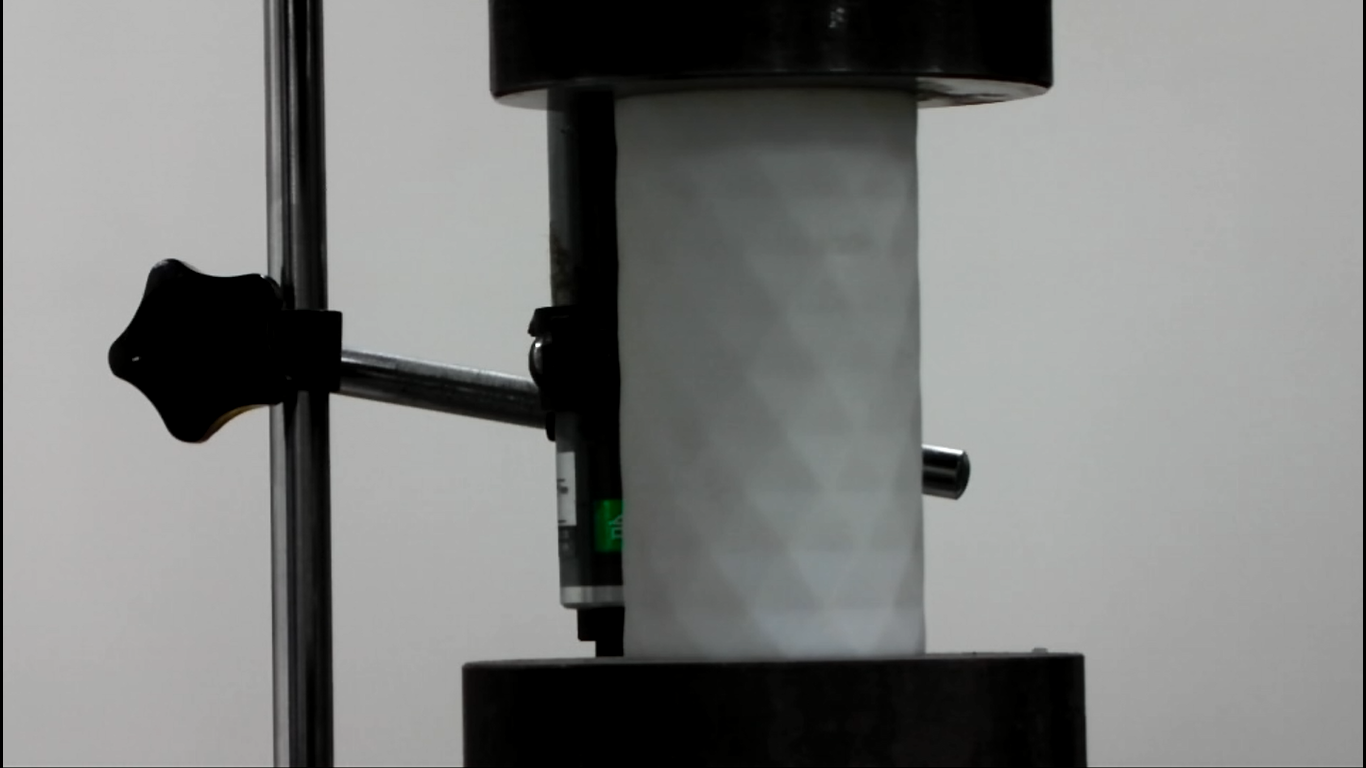
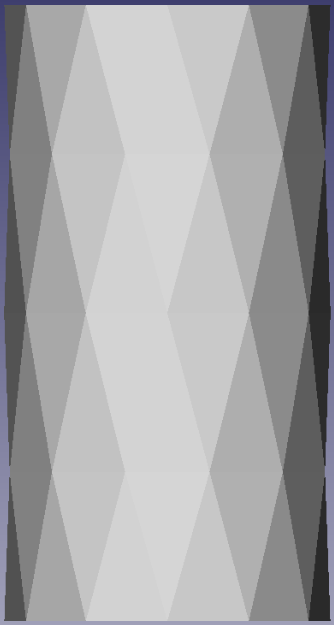
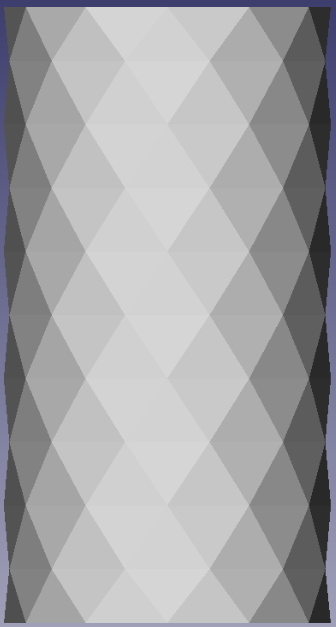
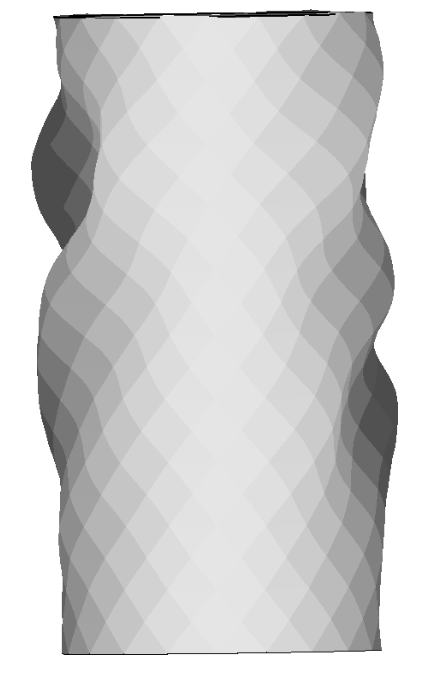
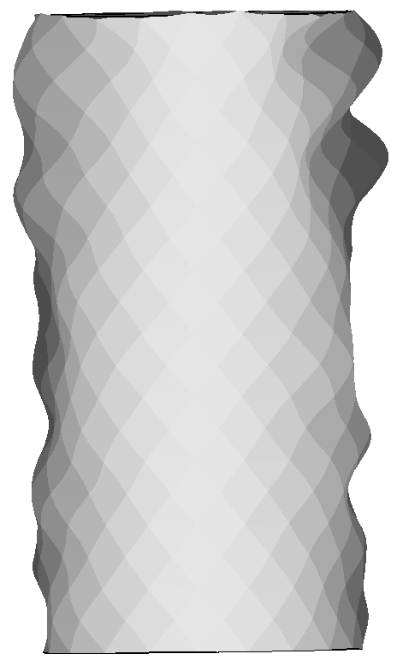
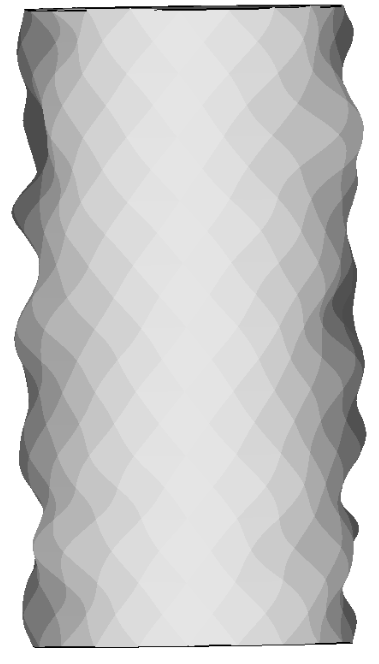
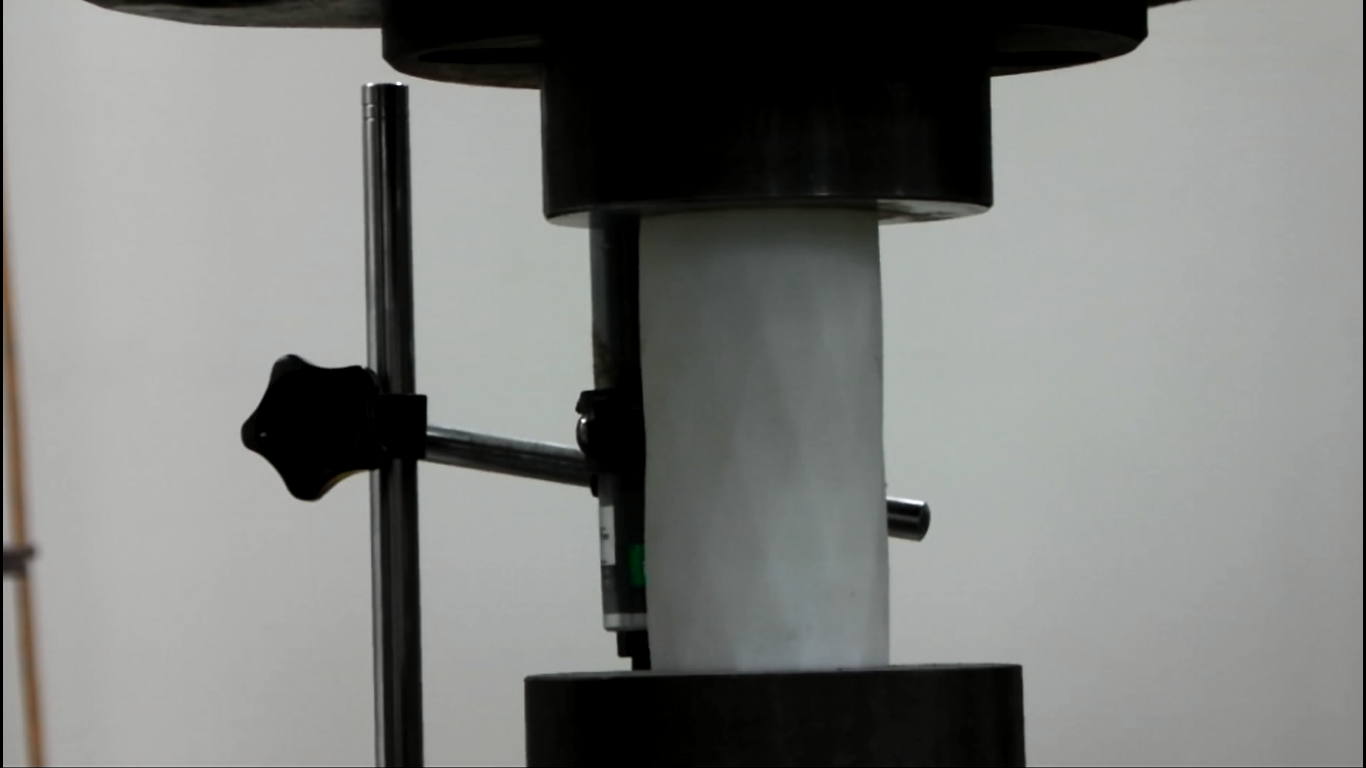
座屈したところを観察するために、ビデオカメラを荷重をかけはじめてから壊れるまでの様子を録画した。
試験中は多少ピキピキと音をたてるだけて、突然破壊した。
予想していたよりも激しい破壊だったので破片がまわりに飛び散ってしまい、なにかで覆って飛散らないように注意するべきだったと思う。
写真は破壊する寸前の1コマだが、去年と違い確認できる座屈は見られなかった。
これは座屈変形が起こる前に材料の破壊強度に達してしまいこのような結果になったと思われる。 RGD525は靭性がない材料であったために、今回のような脆性破壊をしたと考えられる。
できれば理想の材料としては金属材料を使うことができれば異方性や脆性などの問題が解決するのではと思われる。
| 試験体 | m12n4 | m12n10 |
| 実験値(N) | 2702 | 3524 |
| 解析値(N) | 5092 | 5848 |
| 引張試験体 | 21g |
| 圧縮試験体(ミニ) | 63g |
| 圧縮試験体 | 135g |
| 曲げ試験体(マッド) | 9g |
| 曲げ試験体(グロッシー) | 6g |
| 周12高10 | 146g |
| 周4高10(失敗) | 212g |
| 周12高4 | 148g |
| 周6高10 | 171g |
| 創造工房 | 19g |
| 創造工房 | 24g |
| モエさんの橋 | 109g |
| 合計 | 1063g |
![]()